ՀԱՅԱՍՏԱՆԻ ՀԱՆՐԱՊԵՏՈՒԹՅԱՆ ԿՐԹՈՒԹՅԱՆ ԵՎ ԳԻՏՈՒԹՅԱՆ ՆԱԽԱՐԱՐՈՒԹՅՈՒՆ
ՀԱՅԱՍՏԱՆԻ ՊԵՏԱԿԱՆ ՃԱՐՏԱՐԱԳԻՏԱԿԱՆ ՀԱՄԱԼՍԱՐԱՆ
Լ.Գ. ԱԹԱԲԵԿՅԱՆ, Է. Խ. ՄԱՐՏԻԿՅԱՆ, Ա.Ե. ԿԻՐԱԿՈՍՅԱՆ
ԿԱԲԵԼԱՅԻՆ ՏԵԽՆԻԿԱՅԻ ՀԻՄՈՒՆՔՆԵՐ ԵՎ ԱՐՏԱԴՐՄԱՆ ՏԵԽՆՈԼՈԳԻԱ
Ուսումնական ձեռնարկ
ԵՐԵՎԱՆ
ճԱՐՏԱՐԱԳԵՏ
2013
Աթաբեկյան Լ.Գ.
Կաբելային տեխնիկայի հիմունքներ և արտադրման տեխնոլոգիա: Ուսումնական ձեռնարկ: Լիպարիտ Գարեգինի Աթաբեկյան, Էդուարդ Խաչատուրի Մարտիկյան, Աիդա Երվանդի Կիրակոսյան: ՀՊՃՀ: Երևան 2012թ., 165էջ:
Ուսումնական ձեռնարկը նախատեսված է ճարտարագիտական համալսարանի էլեկտրատեխնիկիական ֆակուլտետի «Էլեկտրատեխնիկա, էլեկտրամեխանիկա և էլեկտրատեխնոլոգիաներե մասնագիտության բակալավրատի և մագիստրատուրայի ուսանողների համար: Այն կարող է օգտակար լինել նաև կաբելային արդյունաբերության, էլեկտրաէներգետիկայի և կապի համակարգում աշխատող մասնագետների համար:
1. Կաբելային արտադրատեսակների դասակարգումը և դրանց կառուցվածքային տարրերը
1.1 Կաբելային արտադրատեսակներում օգտագործվող մետաղական նյութեր
1.2.Կաբելային արտադրատեսակների մեկուսացումը
1.2.1.Պոլիէթիլենային մեկուսացում
1.2.2. Պոլիվինիլքլորիդային մեկուսացում
1.2.5. Տոգորված թղթե մեկուսացում
1.2.6. Պլաստմասե և ռետինե մեկուսացման հաստությունների նորմերը
1.2.7. Պոլիտետրաֆտորէթիլային մեկուսացում
1.4. Կաբելային շինվածքների էլեկտրամագնիսական էկրաններ
1.5. Կաբելների պատյանների տեսակները և հաստությունների նորմերը
1.6. Պաշտպանիչ ծածկույթների տեսակները
1.7. Կաբելային մեկուսացման էլեկտրական և ջերմային դաշտերը
1.7.1. Էլեկտրական դաշտը կաբելային մեկուսացումում
1.7.2. էլեկտրական դաշտի ձևի ազդեցությունը մեկուսացման բնութագրերի վրա
1.7.3. Կաբելային մեկուսացման դիմադրությունը և դիէլեկտրիկական կորուստները
1.7.4. Հաստատուն հոսանքի կաբելի էլեկտրական դաշտը
1.7.5. Կաբելային մեկուսացման ջերմային դաշտը
1.7.6. Կաբելի տարրերի ջերմային դիմադրությունը և ջերմահաղորդման տեսակները
1.7.7. Կաբելի փոխարկվող ջերմային սխեմաները և ջերմային հոսքերը
1.7.8. Թույլատրելի բեռնվածքի հոսանքի որոշումը
1.8.Էլեկտրաէներգետիկական նշանակության և հաղորդալարեր
1.8.1. Ցածր լարման ուժային կաբելներ
1.8.2. Միջին լարման ուժային կաբելներ
1.8.3. Բարձր լարման ուժային կաբելներ
1.8.4. Հաստատուն հոսանքի բարձր լարման կաբելներ
1.8.5. Էլեկտրահաղորդման օդային գծերի հաղորդալարեր
1.8.6. Պլաստմասսե և ռետինե մեկուսացումով կաբելներ, քուղեր և հաղորդալարեր
1.8.6.1. Պլաստմասսե և ռետինե մեկուսացումով կաբելներ
1.8.7. Փաթույթային հաղորդալարեր
1.9. Էլեկտրական և օպտիկական կապի կաբելների առանձնահատկությունները
1.9.1. Էլեկտրական կապի սկզբունքը և հաճախային տիրույթները
1.9.2. Էներգիայի հաղորդումը կապի կաբելներում
1.9.4. Համառանցք (կոաքսիալ) կապի կաբելներ
2. Կաբելային արտադրության տեխնոլոգիան
2.1. Գլոցուկի արտադրման տեխնոլոգիա
2.2. Մետաղալարի արտադրման տեխնոլոգիա
2.3. Ոլորումը կաբելային արտադրությունում
2.4. Հյուսվածքապատում և փաթաթում
2.5. Պոլիմերային նյութերի արտամղում
2.5.1. Էքստրուզիոն հոսքային կաբելային գծեր
2.6. Կաբելային արտադրատեսակների պոլիմերային և ռետինե ծածկույթների վուլկանացում և հոսքագծեր
2.6.1. Անընդհատ վուլկանացման կաբելային գծեր
2.6.2. Սիլիցիումօրգանական ծածկույթների էքստրուզիան կաբելային արտադրությունում
2.7. Կաբելների մետաղական պատյանների և պաշտպանիչ ծածկույթների վրադրում
Տնտեսության բոլոր ճյուղերի զարգացումը պայմանավորվում է կաբելային արտադրատեսակների որակի բարելավմամբ և շահագործման հուսալիության բարձրացմամբ:
Կաբելային արտադրատեսակները բավականին բազմազան են, իրարից տարբերվում են շահագործման բնագավառներով, կառուցվածքային առանձնահատկություններով, ինչպես նաև հաղորդիչ, մեկուսիչ և պաշտպանիչ ծածկույթների համար օգտագործվող նյութերով:
«Կաբելային տեխնիկայի հիմունքներ և արտադրման տեխնոլոգիա» դասընթացը նախատեսված է ՀՊՃՀ-ի էլեկտրատեխնիկական ֆակուլտետի «էլեկտրատեխնիկա, էլեկտրամեխանիկա և էլեկտրատեխնոլոգիաներ» մասնագիտության ուսանողների համար: Այն կազմվել է՝ համաձայն տվյալ առարկայի համար նախատեսված ծրագրի:
Ուսումնական ձեռնարկը բաղկացած է երկու բաժնից: Առաջին բաժինը նվիրված է կաբելային արտադրատեսակների կառուցվածքներին, դասակարգմանը, մակնիշավորմանը, դրանց բնութագրերի հաշվարկմանը և ընտրմանը, ինչպես նաև որակական հատկությունների բարելավման մեթոդներին:
Երկրորդ բաժինը նվիրված է կաբելային արտադրատեսակների բաղկացուցիչ տարրերի արտադրման տեխնոլոգիային:
1.Կաբելային արտադրատեսակների դասակարգումը և դրանց կառուցվածքային տարրերը
Կաբելային արտադրատեսակների պահանջարկը արդյունաբերական տարբեր ճյուղերի զարգացմանը զուգընթաց անընդհատ աճում է: Չկա տնտեսության որևէ ճյուղ, որտեղ բացակայի կաբելների կամ հաղորդալարերի պահանջարկը:
Կաբելների արտադրատեսակների շնորհիվ էլեկտրական էներգիան ստացման աղբյուրից տեղափոխվում է բազմաթիվ սպառողների` արդյունաբերություն, տրանսպորտ, գյուղատնտեսություն և կենցաղ:
Կաբելային արտադրատեսակները կիրառվում են նաև հեռախոսակապի, ռադիոկապի, հեռուստատեսության կազմակերպման, ինչպես նաև էլեկտրական մեքենաների, ապարատների և այլ սարքավորումների համար: Ըստ կառուցվածքային առանձնահատկությունների կաբելային արտադրատեսակները կարելի է խմբավորել երեք հիմնական տեսակների` հաղորդալարեր, քուղեր և կաբելներ:
Բոլոր տիպի կաբելային շինվածքների հիմնական բաղկացուցիչ տարրերն են` հոսանքատար ջիղը և նրա մեկուսացումը: Մի շարք կաբելներ և հաղորդալարեր, կախված օգտագործման բնագավառից և շահագործման պայմաններից, կարող են տարբերվել իրարից էկրանի, պաշտպանիչ պատյանի և արտաքին ծածկույթների կառուցվածքով և օգտագործվող նյութերով, ինչպես նաև որևիցե մեկի բացակայությամբ:
Հաղորդալարերը լինում են չմեկուսացված և մեկուսացված: Չմեկուսացված հաղորդալարերը բաղկացած են միայն հոսանքատար ջղից:
Մեկուսացումով հաղորդալարերը բաղկացած են երկու կառուցվածքային տարրերից` հոսանքատար ջղից և մեկուսացումից:
Որոշ դեպքերում մեկուսացված հաղորդալարերը կարող են ունենալ էլեկտրական էկրաններ կամ թեթև պաշտպանիչ ծածկույթներ:
Քուղերը բաղկացած են երկու կամ մի քանի ճկուն մեկուսացված հաղորդալարերից տեղադրված թեթև պաշտպանիչ պատյանների մեջ:
Կաբելը բաղկացած է մեկ կամ մի քանի մեկուսացված ջղերից և խոնավակայուն պաշտպանիչ պատյանից:
Կաբելը իր կառուցվածքում կարող է պարունակել էլեկտրական էկրաններ, իսկ պաշտպանիչ պատյանի վրա լրացուցիչ ծածկույթներ, որոնք կաբելի մեխանիկական պաշտպանությունը ապահովելու նպատակով կարող են ունենալ ժապավենային կամ լարային մետաղյա զրահ:
1.1 Կաբելային արտադրատեսակներում օգտագործվող մետաղական նյութեր
Կաբելային արտադրությունում կախված կիրառման բնագավառից լայն կիրառություն ունեն հետևյալ մետաղական նյութերը և դրանց համաձուլվածքները` պղինձ, ալյումին, կապար և դրանց համաձուլվածքներ, ինչպես նաև բարձր էլեկտրական դիմադրությամբ համաձուլվածքներ (կոնստանտան, մանգանին և նիքրոմ):
Պղինձը հիմնական հաղորդիչ նյութն է, որն օգտագործվում է կաբելային շինվածքների հոսանքահաղորդիչ ջղերի պատրաստման համար:
Դա բացատրվում է նրանով, որ պղինձն օժտված է բարձր էլեկտրահաղորդականությամբ, որով նա գերազանցում է բոլոր այլ մետաղներին, բացառությամբ արծաթի:
Պղնձի հիմնական բնութագրերը բերված են ստորև:
Պղնձի հիմնական ֆիզիկական և էլեկտրական բնութագրերն են.
·
Հալման ջերմաստիճանը,![]() ….. 1083,
….. 1083,
·
Տեսակարար էլեկտրական դիմադրությունը 20![]() , ջերմաստիճանում,
, ջերմաստիճանում,
![]() ոչ ավել…..
0.01724,
ոչ ավել…..
0.01724,
·
Էլետրական դիմադրության ջերմաստիճանային գործակիցը
մինչև 150![]() ,
ջերմային տիրույթում ….. 0.0043,
,
ջերմային տիրույթում ….. 0.0043,
· Խտությունը, գր/սմ3… 8.89,
· Կտրման դեպքում դիմադրությունը, ՄՊա,
ММ մակնիշի (փափուկ պղինձ)….. 210-250,
МТ մակնիշի (կոշտ պղինձ) ..… 380-450,
·
Հարաբերական երկարացումը կտրման դեպքում,![]()
ММ մակնիշի ….. մինչև 30,
МТ մակնիշի ….. 0.6 -1.0:
Էլեկտրահաղորդականությամբ է բնորոշվում կաբելային արտադրատեսակների հոսանքատար ջղերի կտրվածքի մակերեսի ընտրումը:
Պղնձի, ինչպես նաև այլ մետաղական նյութերի մեխանիկական բնութագրերի շնորհիվ է ապահովվում կաբելային արտադրատեսակների շահագործումը ձգման, ճկման, ոլորման և տատանումների առկայության դեպքերում:
Պղինձը ենթարկվում է նաև մեխանիկական մշակման (ձգում, գլանում), որը թույլ է տալիս ստանալ տարբեր չափերի կլոր և ուղղանկյուն լարեր:
Ըստ
քիմիական բաղադրության, պղինձը բաժանվում է մի քանի մակնիշների, ընդ որում, կաբելային
արտադրությունում օգտագործվում է բարձր մաքրությամբ М1
մակնիշի պղինձը, որում պղնձի քանակը կազմում է ոչ պակաս 99.9![]() :
:
Կաբելային
արտադրությունում օգտագործվող մակնիշներում պղնձի պարունակությունը (արծաթի հետ) կազմում
է 99.9-99.99![]() :
Պղնձի ստացման հիմնական միջոցներից են էլեկտրոլիտիկ ռաֆինացումը և պղնձի հանքաքարերից
կատոդների հալումը: Գործնականում բոլոր խառնուրդները նվազեցնում են պղնձի էլեկտրահաղորդականությունը,
ինչպես նաև տեխնոլոգիական հատկությունները (մետաղալարի և գլոցուկի արտադրությունում):
Այդ պատճառով էլ 0.1
:
Պղնձի ստացման հիմնական միջոցներից են էլեկտրոլիտիկ ռաֆինացումը և պղնձի հանքաքարերից
կատոդների հալումը: Գործնականում բոլոր խառնուրդները նվազեցնում են պղնձի էլեկտրահաղորդականությունը,
ինչպես նաև տեխնոլոգիական հատկությունները (մետաղալարի և գլոցուկի արտադրությունում):
Այդ պատճառով էլ 0.1![]() -ից
ավել խառնուրդներ պարունակող պղինձը կաբելային արտադրությունում չի օգտագործվում:
-ից
ավել խառնուրդներ պարունակող պղինձը կաբելային արտադրությունում չի օգտագործվում:
Պղնձի հիմնական վտանգավոր խառնուրդներն են՝ թթվածինը, ալյումինը, երկաթը, ծծումբը և ջրածինը:
Թթվածինը
լավ է լուծվում հեղուկ պղնձում: Պղնձի հետագա պնդեցման ժամանակ այն առանձնանում է պղնձի
ենթօքսիդի տեսքով, որը տեղավորվում է հատիկների սահմանում: Դա վատացնում է վերամշակման
ժամանակ նրա տեխնոլոգիան և նվազեցնում է էլեկտրահաղորդականությունը: Պինդ պղնձում մոտավոր
մինչև 20![]() ջերմաստիճանում թթվածինը գործնականում չլուծվող
է, այդ պատճառով թույլ է ազդում էլեկտրահաղորդականության վրա, բայց նպաստում է պղնձի
մակերևույթի կոռոզիային, ինչը բարդացնում է պղնձի կորզանման և գլանման տեխնոլոգիան:
ջերմաստիճանում թթվածինը գործնականում չլուծվող
է, այդ պատճառով թույլ է ազդում էլեկտրահաղորդականության վրա, բայց նպաստում է պղնձի
մակերևույթի կոռոզիային, ինչը բարդացնում է պղնձի կորզանման և գլանման տեխնոլոգիան:
Ալյումինի խառնուրդը բացակայում է М1 և անթթվածին МОб պղնձում, բայց եթե ալյումինը պատահաբար ընկնում է պղնձի մեջ, ապա պղնձի հաղորդականությունը և զոդումը կտրուկ նվազում են:
Երկաթը
պղնձում լուծվում է բարձր ջերմաստիճանում (1050![]() և ավելի) և վատ ազդեցություն
է ունենում ջերմա և էլեկտրահաղորդականության վրա, նվազեցնում է ճկունությունը և կոռոզիակայունությունը,
բայց բարձրացնում է ամրությունը:
և ավելի) և վատ ազդեցություն
է ունենում ջերմա և էլեկտրահաղորդականության վրա, նվազեցնում է ճկունությունը և կոռոզիակայունությունը,
բայց բարձրացնում է ամրությունը:
Ծծումբը
լավ է լուծվում հալված պղնձում: Պղնձի պնդանալուց ծծմբի լուծողականությունը կտրուկ
նվազում է: Ծծմբի առկայությունը նվազեցնում է պղնձի էլեկտրահաղորդականությունը և հատկապես
նրա ճկունությունը տաք և սառը մշակման ժամանակ: Այդ բացասական գործոններն ուժեղանում
են պղնձում ջրածնի առկայության ժամանակ: Ջրածինը չի լուծվում պինդ պղնձում մինչև
20![]() -ը: Ջերմաստիճանի բարձրացման ժամանակ ջրածինը հեշտությամբ թափանցում է պղնձի մեջ, օքսիդանում է թթվածնով՝ ձևավորելով ջուր: Ձևավորվող ջրային գոլորշիները չեն թափանցում պղինձ, բայց քայքայում են վերջինիս (գործնականում դա անվանում են «ջրածնային հիվանդություն»):
-ը: Ջերմաստիճանի բարձրացման ժամանակ ջրածինը հեշտությամբ թափանցում է պղնձի մեջ, օքսիդանում է թթվածնով՝ ձևավորելով ջուր: Ձևավորվող ջրային գոլորշիները չեն թափանցում պղինձ, բայց քայքայում են վերջինիս (գործնականում դա անվանում են «ջրածնային հիվանդություն»):
Այլ խառնուրդները նույնպես ազդում են պղնձի բնութագրերի և վերամշակման տեխնոլոգիաների վրա: Այդ պատճառով դրանց պարունակությունը պղնձում չպետք է գերազանցի սահմանված թույլատրելի սահմանները: Պետք է նշել, որ պղնձի բնութագրերի վրա ազդում է ոչ միայն խառնուրդների առկայությունը, այլև նրա կառուցվածքը: Եթե, օրինակ, պղնձե մետաղալարի կառուցվածքը խոշորահատիկ է, ապա նրա կորզանումը մանր տրամագծերի առանց միջանկյալ թրծաթողման դժվար է:
Թրձաթողման
ժամանակ պղինձը տաքացվում է 400...450![]() առանց օդի ներկայության
վակուումում և այդպես սառեցվում է բնական պայմաններում: Դա բերում է լրացուցիչ ծախսերի
մետաղալարի արտադրության ժամանակ և էապես նվազեցնում է արտադրության ծավալը:
առանց օդի ներկայության
վակուումում և այդպես սառեցվում է բնական պայմաններում: Դա բերում է լրացուցիչ ծախսերի
մետաղալարի արտադրության ժամանակ և էապես նվազեցնում է արտադրության ծավալը:
Ալյումինը
կաբելների արտադրությունում իր նշանակությամբ երկրորդն է: Չնայած էլեկտրահաղորդականությամբ
այլումինը զիջում է պղնձին,նրա պարունակությունը երկրակեղևում կազմում է 7.5![]() , իսկ պղինձը`
0.01
, իսկ պղինձը`
0.01![]() :
:
Կապված էժանության և թույլ խտության հետ` այլումինը հիմնական մետաղն է, որը կաբելներում և մետաղալարերում փոխարինում է թանկարժեք և դեֆիցիտ պղնձին: Այլումինի հիմնական հատկությունները ներկայացվում են ստորև.
·
Հալման
ջերմաստիճանը, ![]() ..… 658
..… 658
·
Տեսակարար
էլեկտրական դիմադրությունը 20![]() –ում,
–ում,
![]() ոչ ավել
….. 0.028
ոչ ավել
….. 0.028
·
Էլեկտրական
դիմադրության ջերմաստիճանային գործակից ![]() տիրույթում ….. 0.00429
տիրույթում ….. 0.00429
·
Խտությունը
20![]() , գ/սմ3
….. 2.7
, գ/սմ3
….. 2.7
· Ժամանակավոր դիմադրությունը կտրման ժամանակ,
ՄՊա , ոչ պակաս փափուկ ալյումին (AМ) ….. 75-100
կոշտ ալյումին (AT) .…. 160-200
·
Հարաբերական
երկարացումը կտրվածքի ժամանակ, ![]() ,
,
ոչ պակաս փափուկ ալյումին (AМ) …..20-40
կոշտ ալյումին (AT) ….. 1-1.5
· Առանձգականության մոդուլը (փափուկ ալյումին),
ՄՊա ..... 7100:
Պղնձի հետ համեմատած՝ ալյումինային մետաղալարերի անկայունությունը բազմաթիվ ոլորումների նկատմամբ սահմանափակում է նրանց օգտագործումը անշարժ (ֆիքսված) տեղակայման պայմաններում: Ալյումինային մետաղալարի թերություններից մեկը համարվում է նրա ցածր տեխնոլոգիականությունն արտադրությունում (техноло-гичность): Փոքր տրամագծերի ալյումինային մետաղալարի մեխանիկական ամրությունը համեմատական է մեխանիկական ուժերին, որոնք ծագում են կաբելային արտադրության տեխնոլոգիական գործընթացների ժամանակ: Այդ պատճառով կաբելային արտադրատեսակների ալյումինե ջղերի լարերի համար, որպես կանոն, օգտագործում են 0.67 մմ-ից մեծ տրամագծով մետաղալար, ավելի բարակ լարերը օգտագործվում են միայն էմալապատ փաթույթալարերի արտադրությունում ավելի պարզ տեխնոլոգիական ցիկլով:
Ալյումինն օգտագործելիս կոնկրետ մետաղալարերում պետք է հաշվի առնել, որ հոսանքատար ջղերի միևնույն չափերում ալյումինային ջղի զանգվածն ավելի քան 3 անգամ փոքր է պղնձե ջղի զանգվածից: Միևնույն հաղորդականության դեպքում ալյումինային ջղի զանգվածը 2 անգամ փոքր է պղնձից, բայց 1.6 անգամ մեծ է ծավալով, տաքացման միևնույն ջերմաստիճանում ալյումինային ջղի զանգվածը 2.5 անգամ փոքր է պղնձի զանգվածից, իսկ ծավալով մեծ է մոտ 1.4 անգամ:
Կաբելային արտադրությունում ալյումինն օգտագործվում է ոչ միայն պղնձին փոխարինելու համար, այլև որպես կաբելների պատյաներում կապարին փոխարինող: Ալյումինի էլեկտրական և մեխանիկական բնութագրերը, ինչպես նաև տեխնոլոգիականությունը մեծ մասամբ պայմանավորված է (կախված է) նրա քիմիական բաղադրությունից:
Ալյումինի հիմնական վտանգավոր խառնուրդներն են՝ պղինձը, ցինկը, տիտանը, վանադիումը, քրոմը, մանգանը և ջրածինը:
Ջրածինը, ինչպես պղնձի դեպքում, շատ լավ է լուծվում ալյումինում և առաջ է բերում թերություններ վերջինիս վերամշակման ժամանակ (հատկապես տաքացման ժամանակ):
Պղինձը խիստ նվազեցնում է էլեկտրահաղորդականությունը, ջերմահաղորդականությունը, կոռոզիոն կայունությունը:
Ցինկը,
տիտանը, վանադիումը և քրոմը, հատկապես մանգանը նույնպես զգալիորեն նվազեցնում են էլեկտրահաղորդականությունը,
այդ պատճառով դրանց պարունակությունը
չպետք է գերազանցի 0,3…0,5![]() :
:
Երկաթը գոյություն ունի ինքնուրույն ձևով` Al3Fe: Այն մի փոքր նվազեցնում է էլեկտրահաղորդականությունը և ճկունությունը, բայց զգալիորեն մեծացնում է ամրությունը:
Սիլիցիումը լուծվում է ալյումինում, բայց ջերմաստիճանի նվազման դեպքում նրա լուծելիությունը նվազում է, նվազում է էլեկտրահաղորդականությունը, բայց ավելի քիչ, քան երկաթի դեպքում:
Կաբելային
արտադրությունում օգտագործվում են այն մակնիշի ալյումինները` որոնց մեջ ալյումինի պարունակությունը
պետք է լինի 99.5…99.7![]() սահմաններում,
ընդ որում, 99,7
սահմաններում,
ընդ որում, 99,7![]() -A7; 99,6
-A7; 99,6![]() -A6; 99,5
-A6; 99,5![]() - A5 և AE մակնիշի:
- A5 և AE մակնիշի:
AE, A5, A6 տեսակի ալյումինից ձուլման և գլանման մեթոդով պատրաստվում է այլումինային գլոցուկը: A6 և A7 տեսակի ալյումիններն օգտագործվում են կաբելների պատյանների հիդրավլիկ մամլիչներում և սեկտորային հոսանքատար ջղերի պատրաստման համար:
Բացի այդ, կաբելային արտադրությունում օգտագործվում են ալյումինի АО, АД1 և АДО տեսակները` ժապավենների պատրաստման համար, որոնցից բարձրորակ զոդման միջոցով պատրաստում են պատյաններ կամ էկրաններ էլեկտրական կաբելների համար:
Օդում քիմիական կոռոզիայի հետևանքով ալյումինը ծածկվում է բարակ օքսիդային շերտով, որը խոչընդոտում է խառնուրդների մուտքը և ալյումինե լարերի հետագա օքսիդացումը: Այդ երևույթի պատճառով չի թույլատրվում միակցել օդային գծերի ալյումինե մետաղալարերը, քանի որ իջնում է նման միացումներ ունեցող օդային գծերի շահագործման հուսալիությունը:
Օդային
էլեկտրահաղորդման գծերի համար օգտագործվող չմեկուսացված լարերի, մեկուսացված մետաղալարերի
և ինքնատար մեկուսացված մետաղալարերի մեխանիկական ամրության բարձրացման, հուսալիության
և կոռոզիակայունության բարձրացման համար օգտագործում են АВЕ, 6101 և 6201 մակնիշի ալյումինի
համաձուլվածքներ: Դրանք այլումինի համաձուլվածքներ են, մագնիումի, երկաթի և սիլիցիումի
հետ, որոնք ունեն ոչ միայն բարձր մեխանիկական ամրություն, այլ նաև ոչ բարձր տեսակարար
էլեկտրական դիմադրություն ( 0,0295… 0,0325 ) ![]()
Այդ համաձուլվածքների մեխանիկական ամրությունը կտրման ժամանակ տատանվում է 10…29.5 ՄՊա, որը հնարավորություն է տալիս օդային գծերում AC մակնիշի չմեկուսացված հաղորդալարերը փոխարինել այդ համաձուլվածքներից պատրաստված լարերով:
Կապարը կաբելային արդյունաբերությունում օգտագործվում է կաբելների պաշտպանիչ պատյանների պատրաստման համար: Կապարե պատյանները պաշտպանում են կաբելների մեկուսացումը խոնավությունից և ագրեսիվ միջավայրերի ազդեցությունից: Դրանք օժտված են կոռոզիայի նկատմամբ բարձր կայունությամբ և հեշտությամբ ենթարկվում են արտամղման որդնյակային և հիդրավլիկ մամլիչների օգնությամբ կաբելի պատյանների վերադրման ընթացքում:Կապարի հիմնական բնութագրերն են`
- խտությունը, գ/սմ3 ….. 11,34
-
հալման
ջերմաստիճանը, ![]() ….. 327
….. 327
-
տեսակարար
ջերմունակությունը, ![]() …..
0,0306
…..
0,0306
-
ջերմահաղորդականությունը,
![]() ….. 0,083
….. 0,083
-
տեսակարար
էլեկտրական դիմադրություն, ![]() ... 0.208
... 0.208
- կտրման դեպքում դիմադրության, ՄՊա ….. 14
Կաբելային
արտադրությունում օգտագործվում են երկու մակնիշների (C2 և C3) կապար: Այդ մակնիշների
քիմիական բաղադրությունում կապարը համապատասխանաբար կազմում է 99,95 և 99,9 ![]() , իսկ խառնուրդները հետևյալ մետաղներն
են` արծաթ, պղինձ, ցինկ, բիսմութ, արսեն, անագ, անտիմոն, երկաթ, մանգան, կալցիում և
նատրիում, որոնց քանակը C2 մակնիշի կապարի բաղադրությունում չի գերազանցում 0,05
, իսկ խառնուրդները հետևյալ մետաղներն
են` արծաթ, պղինձ, ցինկ, բիսմութ, արսեն, անագ, անտիմոն, երկաթ, մանգան, կալցիում և
նատրիում, որոնց քանակը C2 մակնիշի կապարի բաղադրությունում չի գերազանցում 0,05![]() -ը, իսկ C3-ում` 0,1
-ը, իսկ C3-ում` 0,1![]() -ը:
-ը:
Կապարի հիմնական թերություններն են` ցածր ամրությունն ու վիբրակայունությունը, ինչպես նաև բարձր խտությունը:
Գետնի տակ և ջրում տեղակայվող կաբելների կապարե պատյանների ամրության բարձրացման նպատակով անհրաժեշտ է պատյանի վրա տեղադրել զրահներ (պողպատե թիթեղների փաթույթ կամ ցինկապատված պողպատե մետաղալարերի ոլորվածք):
Կապարե պատյանով կաբելները չի թույլատրվում տեղադրել ուղղահայաց և թեք մայրուղիներում, քանի որ ձգող ուժերի ազդեցության և մեծ զանգվածի պատճառով կապարե պատյանով կաբելները կարող են երկարաձգվել մինչ դրանց կտրվելը:
Ցածր վիբրացիոն կայունության պատճառով այդպիսի կաբելները չեն օգտագործվում տրանսպորտային միջոցներում, կամուրջներում և երկաթուղային գծերում:
Կապարի վիբրացիոն կայունության և մեխանիկական ամրության կայունության բարձրացման նպատակով ստեղծվել են մի շարք հատուկ կապարե համաձուլվածքներ (անտիմոն, պղինձ, տելուր) համակարգի հիմքով տարբեր և նույնաքանակ հարաբերություններով:
Այդ համաձուլվածքներից պատրաստվում են տարբեր տիպի կաբելների պատյաններ, որոնք ապահովում են կաբելների բարձր երկարակեցությունը, ճկունությունը և
մինչև
250![]() ջերմակայունություն:
ջերմակայունություն:
Համաձուլվածքներն օժտված են բարձր տեխնոլոգիականությամբ և հեշտությամբ մամլվում են կաբելային արտադրության որդնյակային և հիդրավլիկ մամլիչներով:
Կապարային համաձուլվածքները հնարավորություն ստեղծեցին ընդլայնել կապարե պատյանով կաբելների օգտագործման բնագավառները, նույնիսկ այնպիսի տեղերում, ուր կաբելները ենթարկվում են ճկումների և ձգման համատեղ ազդեցությանը:
Կաբելային արտադրությունում օգտագործվում են նաև բարձր դիմադրության հատուկ համաձուլվածքներ, երբ կաբելային շինվածքին ներկայացվում են բարձր էլեկտրական դիմադրությամբ, բարձր մեխանիկական բնութագրերով և ջերմակայունությամբ օժտված լինելու պահանջներ:
Էլեկտրիֆիկացված տրանսպորտի սնման համար օգտագործվում են հաղորդալարեր բրոնզից, որը պղնձի համաձուլվածք է, և ցինկ չի պարունակում և, կախված հիմնական լեգիրացնող տարրերից, դրանք կոչվում են սիլիցիումական (բրոնզի կազմում ավելացված է ցիրկոնիում) բրոնզներ:
Բարձր դիմադրության համաձուլվածքներ են նաև մանգանինը կոնստանտանը, և նիքրոմը, որոնցից պատրաստված հոսանքահաղորդիչ ջղերն օգտագործվում են ռեոստատների, էլեկտրաչափիչ սարքերի և տաքացուցիչների փաթույթային հաղորդալարերում, ջեռուցիչ հաղորդալարերում և ջերմազույգերում:
Մանգանինը պղնձի հիմքով
համաձուլվածք է, որը պարունակում է 11,5-13,5![]() մանգան, 2,5-3,5
մանգան, 2,5-3,5![]() նիկել և կոբալտ միասին վերցրած:
նիկել և կոբալտ միասին վերցրած:
Կոնստանտանը նույնատիպ
համաձուլվածք է, որը պարունակում է 1…2![]() մանգան,
և 39…41
մանգան,
և 39…41![]() նիկել և կոբալտ:
նիկել և կոբալտ:
Խառնուրդների
քանակը վերոհիշյալ համաձուլվածքներում չպետք է գերազանցի 0,77![]() -ը:
-ը:
Նիքրոմը նիկելի, քրոմի և երկաթի համաձուլվածք է և կաբելային արտադրությունում օգտագործվում է տաքացնող հաղորդալարերում որպես հոսանքատար ջիղ:
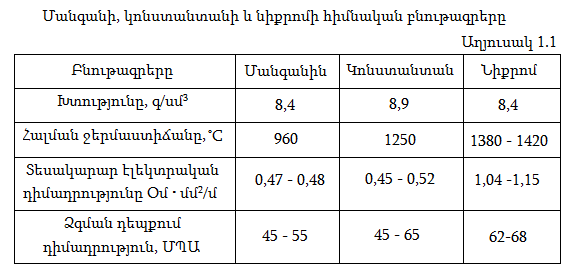
Աղյ. 1.1-ում բերված են վերոհիշյալ համաձուլվածքների հիմնական բնութագրերը
1.2.Կաբելային արտադրատեսակների մեկուսացումը
Կաբելային արտադրատեսակների մեկուսացումը բավականին բազմազան է, նրա միջոցով ստեղծվում է երկրաչափորեն կայուն մեկուսիչ շերտ արտադրատեսակների, ջղերի և հողանցված տարրերի միջև:
Որպես մեկուսացում կաբելային արտադրությունում օգտագործվում են տարբեր նյութեր` պոլիմերներ (պլաստմասսա և ռետին), թելեր (բամբակ, պոլիամիդ, պոլիէթիլենտերեֆտալատ, պոլիիմիդ, ապակի, ասբեստ և այլն), ժապավեններ (կաբելային թուղթ, պոլիմերային և երկու տարբեր պոլիմերներից համակցված), լաքեր (էմալապատման, թելային մեկուսացման սոսնձման և լաքապատման):
1.2.1.Պոլիէթիլենային մեկուսացում
Կաբելային արտադրությունում օգտագործվում են հետևյալ տիպի պոլիէթիլեններ` բարձր ճնշման ПЭВД (ցածր խտությամբ) և ПЭВД ցածր ճնշման (բարձր խտությամբ), որոնց խտությունները համապատասխանաբար 0.90…0.96 և 0.96…0.98 գր/սմ3 են:
Այս պոլիէթիլենները իրենց բաղադրություններում պարունակում են ջերմա և լուսակայունացուցիչներ և այլ լցոններ, այդ թվում գունանյութեր:
Պոլիէթիլենային մեկուսացման
ծավալային դիմադրությունը 1018…1019 ![]() է,
իսկ մակերևութայինը` 1016…1017
է,
իսկ մակերևութայինը` 1016…1017 ![]() :
:
Պոլիէթիլենային մեկուսացումով
կաբելային արտադրատեսակների աշխատանքային ջերմաստիճանը չպետք է գերազանցի +70![]() :
:
Ջերմակայունության բարձրացման
նպատակով պոլիէթիլենի բաղադրության մեջ մտցվում է օրգանական օքսիդներ և ենթարկելով
տաքացման կամ իոնացող ճառագայթումների (վուլկանացման) պոլիթիլենը թերմոպլաստիկ վիճակից
փոխակերպվում է թերմոռեակտիվ վիճակի: Այսպիսի պոլիէթիլենի ջերմակայունությունը հասնում
է մինչև 90![]() :
:
Պոլիէթիլենային բաղադրությունում ավելացնելով պոլիիզոբութիլեն, ացետիլենային մուր (сажа) և ստեարինաթթու, դրանք դառնում են կիսահաղորդիչներ, օգտագործվում են բարձրավոլտ կաբելների ջղերի և ջղերի մեկուսացման վրա որպես էկրաններ, շառավղային էլեկտրական դաշտ ստանալու նպատակով:
Պոլիէթիլենային բաղադրությունում փրփուր առաջացնող բաղադրիչներ և տալկ (тальк) ավելացնելով` ստանում ենք ծակոտկեն պոլիէթիլենային մեկուսացում: Այն օգտագործվում է կապի համառանցք և ռադիոհաճախային կաբելներում:
Այդ մեկուսացման դիէլեկտրիակական թափանցելիությունը ձգտում է 1,6, որը շատ կարևոր է կապի կաբելներում ալիքի մարման գործակցի փոքրացման համար:
Մեկուսացման խտությունը 0,96-ի փոխարեն ստացվում է 0,46 գր/սմ3:
1.2.2. Պոլիվինիլքլորիդային մեկուսացում
Պոլիվինիլքլորիդային պլաստմասաները պոլիվինիլքլորիդի խառնուրդներ են տարբեր փափկեցուցիչների, ջերմային և լուսային կայունարարների և այլ հավելումների հետ: Փափկեցուցիչները մեկուսացմանը տալիս են էլաստիկություն և հեշտացնում են դրանց վերամշակումը մամլմամբ և արտամղմամբ (экструзия) որպես մեկուսացում: Պետք է ընտրել այնպիսի փափկեցուցիչներ, որոնք չեն նվազեցնում պոլիվինիլքլորիդային մեկուսացման էլեկտրամեկուսիչ հատկությունները, ջերմակայունությունը և քիմիականությունը:
Պլաստիկատի բարձր էլեկտրամեկուսիչ հատկություններ, ջերմակայունություն և ցրատակայունություն ապահովելու համար ավելացվում են հակաօքսիդիչներ, ինքնարժեքի իջեցման և հրդեհակայունության նպատակով` քլորացված պարաֆին, իսկ գունավորման համար` տարբեր փոշենման նյութեր:
Բոլոր մակնիշների պոլիվինիլքլորիդային
պլաստիկատների աշխատանքային ջերմաստիճանը տատանվում է -40 մինչև 70![]() սահմաններում, իսկ ИТ-105 մակնիշի
պլաստիկատը կարելի է շահագործել մինչև 105
սահմաններում, իսկ ИТ-105 մակնիշի
պլաստիկատը կարելի է շահագործել մինչև 105![]() ջերմաստիճանում:
ջերմաստիճանում:
Մեկուսչային (изоляционный)
պոլիվինիլքլորիդային պլաստիկատները արտադրվում են հետևյալ մակնիշների` И40-13;
И40-14; И50-13; И50-14 և ИТ-105: Մեկուսիչ ՊՎՔ-ների տեսակարար ծավալային դիմադրությունը
կազմում է 1012…1014![]() կտրման ամրությունը`
կազմում է 9.8…19.6 ՄՊա, հարաբերական երկարացումը` 200…300
կտրման ամրությունը`
կազմում է 9.8…19.6 ՄՊա, հարաբերական երկարացումը` 200…300![]() , խտությունը` 1.2…1.35 կգ/մ3:
, խտությունը` 1.2…1.35 կգ/մ3:
Կաբելային մի շարք արտադրատեսակներում որպես մեկուսացում օգտագործվում են ռետիններ, որոնք բավականին բազմազան են: Ռետինները կաուչուկից և այլ բաղադրամասերից բաղկացած խառնուրդներ են:
Կաուչուկները լինում են բնական և արհեստական: Ռետինային խառնուրդները իրենց բաղադրությունում պարունակում են վուլկանացող, վուլկանացումն ակտիվացնող և արագացուցիչ նյութեր, փափկացնող, հակածերացուցիչ և գունանյութեր, ինչպես նաև մի շարք բնական փոշենման լցանյութեր:
Մեկուսիչ ռետիններում կաուչուկի
պարունակությունը կազմում է 33…45![]() :
Օգտագործվում են բնական (НК) և սինթետիկ (իզոպրենային, բուտադիենային, քլորոպրե-նային
և այլն) կաուչուկներ:
:
Օգտագործվում են բնական (НК) և սինթետիկ (իզոպրենային, բուտադիենային, քլորոպրե-նային
և այլն) կաուչուկներ:
Սրանց հիման
վրա ստեղծված ռետինային մեկուսացման աշխատանքային ջերմաստիճանը չի գերազանցում
65![]() , էթիլենապրոպիլային կաուչուկի
հիման վրա ռետինե մեկուսացումը մինչև 85
, էթիլենապրոպիլային կաուչուկի
հիման վրա ռետինե մեկուսացումը մինչև 85![]() , իսկ սիլիցիումօրգանական կաուչուկի
դեպքում աշխատանքային ջերմաստիճանը հասնում է մինչև 180
, իսկ սիլիցիումօրգանական կաուչուկի
դեպքում աշխատանքային ջերմաստիճանը հասնում է մինչև 180![]() : Ռետիններից ամենաորակյալը համարվում
է սիլիցիումօրգանական ռետինը, որի տեսակարար ծավալային դիմադրությունը`
: Ռետիններից ամենաորակյալը համարվում
է սիլիցիումօրգանական ռետինը, որի տեսակարար ծավալային դիմադրությունը` ![]() իսկ կորուստների
անկյան տանգենսը` 0,03, դիէլեկտրիկական թափանցելիությունը` 3,5, էլեկտրական ամրությունը
25 կՎ/մմ: Այս ռետինները զիջում են մնացածներին իրենց մեխանիկական ամրությամբ:
իսկ կորուստների
անկյան տանգենսը` 0,03, դիէլեկտրիկական թափանցելիությունը` 3,5, էլեկտրական ամրությունը
25 կՎ/մմ: Այս ռետինները զիջում են մնացածներին իրենց մեխանիկական ամրությամբ:
Գոյություն ունեն նաև պաշտպանիչ պատյանների համար նախատեսված ռետիններ, որոնց մեջ կաուչուկի տոկոսը կազմում է 40…50, որոնք լինում են երկու տեսակի` մեկուսչապաշտպանիչ և պաշտպանիչ, որոնք իրենց հերթին լինում են ցրտակայուն և չայրվող:
1.2.4.Թելային մեկուսացում
Կաբելային արտադրությունում թելային մեկուսացումը հիմնականում օգտագործվում է փաթույթային հաղորդալարերում: Թելային մեկուսացումը ենթարկվում է տարբեր լաքերով սոսնձման, լաքապատման և չորացման:
Օգտագործվում են բամբակեթղթային, բնական, ապակե, կապրոնե (պոլիամիդային), լավսանե (պոլիէթիլենտերեֆտալատային) թելեր:
Բամբակեթղթային թելը ստանում
են մանելով բամբակը, որի մեջ ցելյուլոզայի քանակը կազմում է 95…97![]() : Թելի հաստությունը բնորոշվում
է գծային խտությամբ - չափվում է տեքսով` 1 կմ թելի զանգվածն է արտահայտված գրամներով`
: Թելի հաստությունը բնորոշվում
է գծային խտությամբ - չափվում է տեքսով` 1 կմ թելի զանգվածն է արտահայտված գրամներով`
![]()
որտեղ ![]() -ը թելի զանգվածն է,
-ը թելի զանգվածն է, ![]() -ը թելի երկարությունը, մ:
-ը թելի երկարությունը, մ:
Բամբակեթղթային մանվածքե թելը հիմնականում օգտագործվում է փաթույթային հաղորդալարերի արտադրությունում 5.9; 7.5 և 10 տեքս գծային խտությամբ:
Բնական մետաքսե թելը ստանում են թթի տերևներից սնվող թրթուրի բոժոժից, օգտագործվում է այն դեպքերում, երբ փաթույթային հաղորդալարի մեկուսացման հաստությունը պետք է լինի բավականին փոքր` 0.05…0.08մմ-ի սահմաններում, որը համեմատելի է էմալմեկուսացման հաստության հետ:
Ապակե թելը
ստանում են ալյումինաբորսիլիկատային ապակուց, որի մեջ հիմնային մետաղների
օքսիդների բաղադրությունը չի գերազանցում 0.5![]() -ը:
-ը:
Կաբելային արտադրությունում փաթույթային հաղորդալարերի մեկուսացումը ստեղծվում է ոլորված կամ համախմբված վերոհիշյալ ապակե թելից կամ քվարցային թելից, երբ պահանջվում է հատուկ բարձր ջերմակայունություն:
1.2.5. Տոգորված թղթե մեկուսացում
Կաբելային թուղթը, որի հիմքը սուլֆատային ցելյուլոզն է, որպես մեկուսացում օգտագործում են ուժային կաբելներում և յուղային տրանսֆորմատորների փաթույթային հաղորդալարերում:
Կաբելային թուղթը արտադրվում
է 0.78…0.87 գր/սմ3 խտությամբ և 4…8![]() խոնավությամբ, թղթի տեսակարար ծավալային
դիմադրությունը 108…1012
խոնավությամբ, թղթի տեսակարար ծավալային
դիմադրությունը 108…1012 ![]() :
:
110…500 կՎ լարման կաբելների
մեկուսացման համար թուղթը արտադրվում է բազմաշերտ, կայունացված, խտացված և գլանված,
ինչպես նաև իր բաղադրության մեջ մուր (сажа) պարունակող կիսահաղորդիչ թուղթ, որի տեսակարար
ծավալային դիմադրությունը 105…9×106 ![]() է:
է:
Վերոհիշյալ կաբելային թղթերն
արտադրվում են 80 ![]() 5, 120
5, 120 ![]() 7 և 170
7 և 170 ![]() 10մկմ հաստություններով
համապատասխանաբար` K-80; K-120 և K-170 մակնիշների:
10մկմ հաստություններով
համապատասխանաբար` K-80; K-120 և K-170 մակնիշների:
Ուժային կաբելների թղթային մեկուսացումը տոգորվում է յուղականիֆոլային բաղադրություններով, որոնց հիմքը նավթային յուղն է:
1.2.6. Պլաստմասե և ռետինե մեկուսացման հաստությունների նորմերը
Մինչև 6 կՎ լարման կաբելների պլաստմասե և ռետինե մեկուսացումների հաստության հաշվարկ չի կատարվում:
Այդ մեկուսացումների հաստություններն ընտրվում են, ելնելով դրանց մեխանիկական հատկություններից, և ստանդարտացված են:
Պլաստմասե մեկուսացման համար ընտրված է վեց կատեգորիա (Иn-1 … Иn-6), այդ նշանակումներում И- ն մեկուսացումն է, П ինդեքսը նշանակում է պլաստմասսա:
Иn-1 - մինչև 220 Վ փոփոխական և 700 Վ հաստատուն լարման կաբելների և հաղորդալարերի համար, որոնք ունեն պաշտպանիչ ծածկույթ պատյանի ձևով, կախված կտրվածքից մեկուսացման հաստությունը`0,4…1,2 մմ է 0,20…95 մմ2 ջղերի համար:
Иn-2 - նույն լարումների դեպքում, երբ կաբելային շինվածքը չունի պաշտպանիչ պատյան, մեկուսացման հաստությունը` 0,5…1,6 մմ է 0,20…95,0 մմ2 ջղերի համար:
Иn-3 - 220 - 400 Վ փոփոխական և 700…1000 Վ հաստատուն հոսանքի պաշտպանիչ պատյան ունեցող կաբելային արտադրատեսակների համար` 0,5…3,0 մմ է 0,20…500,0 մմ2 ջղերի համար:
Иn-4 - նույնը, ինչ-որ Иn-3 կատեգորիայի կաբելների համար առանց պաշտպանիչ պատյանների` հաստությունը` 0,6…3,0 մմ 0,20…500,0 մմ2 ջղերի համար:
Иn-5 - 400 - 1800 Վ փոփոխական և 1000…6000 Վ հաստատուն հոսանքի կաբելների մեկուսացման համար` մեկուսացման հաստությունը` 2,2…3,0 մմ է 4,0…500,0 մմ2 ջղերի համար:
Иn-6 - մինչև 3600/6000 Վ լարման կաբելների համար` հաստությունը` 3,0…3,2 մմ է 4,0…500,0 մմ2 ջղերի համար:
Ռետինե մեկուսացման համար ընտրված է երեք կատեգորիա (Ир-1, Ир-2, Ир-5), որտեղ Р ինդեքսը նշանակում է ռետին:
Ир-1 - ռետինե կատեգորիայի համար կախված ջղերի կտրվածքից մեկուսացման հաստությունը 0,6…1,6 մմ է 0,35…95,0 մմ2 ջղերի համար:
Ир-3 - ռետինե կատեգորիայի համար` 0,8…3,0 մմ 0,50…500,0 մմ2 ջղերի համար:
Ир-5 - ռետինե կատեգորիայի համար` 1,8…3,8 մմ 1,5… 500,0 մմ2 ջղերի համար:
1.2.7. Պոլիտետրաֆտորէթիլային մեկուսացում
Պոլիտետրաֆտորէթիլենը (ПТФЭ) արտադրվում է ֆտորոպլաստ-4 (ֆտորլոն - 4) անվանմամբ, որը հետագայում մակնիշավորվեց Ф – 4, իսկ նրանց սոպոլիմերները Ф – 4Д, Ф – 4М, Ф – 40Ш:
Այս մեկուսացումը կարելի է
օգտագործել -270-ից մինչև 260![]() :
Ֆտորոպլաստե մեկուսացումը հիմնականում օգտագործվում է ժապավենի ձևով, իսկ նրա սոպոլիմերացումով
էթիլենի և էֆիրների ներկայացմամբ կարելի է օգտագործել մամլման միջոցով որդնյակային
մամլիչներով: Տարբեր ֆտորոպլաստների բնութագրերը տարբեր են և բերված են ստորև`
:
Ֆտորոպլաստե մեկուսացումը հիմնականում օգտագործվում է ժապավենի ձևով, իսկ նրա սոպոլիմերացումով
էթիլենի և էֆիրների ներկայացմամբ կարելի է օգտագործել մամլման միջոցով որդնյակային
մամլիչներով: Տարբեր ֆտորոպլաստների բնութագրերը տարբեր են և բերված են ստորև`
ա) խտությունը տատանվում է 1,76 … 2,25 գր/սմ3
բ) հալման ջերմաստիճանը`180
… 327 ![]() ,
,
գ) տեսակարար ծավալային դիմադրությունը`
1014…1020 ![]() :
:
Բոլոր տիպի ֆտորոպլաստներն
ունեն բարձր քիմիականություն, էլեկտրամեկուսիչ և մեխանիկական հատկություններ, քայքայվում
են 415![]() ջերմաստիճանում, և առանձնանում է ֆտոր:
ջերմաստիճանում, և առանձնանում է ֆտոր:
1.3.Հոսանքատար ջղեր
Կաբելային արտադրությունում որպես հոսանքատար տարրեր օգտագործվում են պղնձե կամ ալյումինե լարերից բաղկացած ջղերը: Ջղերը միմյանցից տարբերվում են էլեմենտար լարերի տրամագծով և քանակով, հետևապես` կտրվածքի մակերեսով: Ջղերի կտրվածքի մակերեսը հասնում է մինչև 1000 մմ2: Պղնձե ջղերի մակերեսը սկսվում է 0.03 մմ2, իսկ ալյումինե ջղերինը 1.0 մմ2-ից:
Պղնձե ջղերը լինում են ճկունության 6 դասերի:
1-ի դասի ջղերը կարող են լինել միալար, 2…6-րդ դասի ջղերը՝ բազմալար:
Ալյումինե ջղերը պատրաստվում են 1 և 2 դասի ճկունությամբ:
1 և 2-րդ դասի պղնձե և ալյումինե ջղերով կաբելային շինվածքները շահագործվում են անշարժ տեղակայված վիճակում, իսկ 3, 4, 5 և 6 ճկունության դասի պղնձե ջղերով կաբելները, հաղորդալարերը և քուղերը շահագործվում են այնպիսի սարքավորումներում, որոնց աշխատանքի ընթացքում կաբելային շինվածքները ենթարկվում են ճկումների, ոլորումների կամ այս երկու մեխանիկական լարումների միաժամանակյա ազդեցությանը:
1-ին դասի պղնձե ջղերն արտադրվում են 0.03…800 մմ2 կտրվածքի մակերեսով: Միալար ջղերը պատրաստվում են 0.03…150 մմ2 կտրվածքով, 7 լարից բաղկացած ջղերը` 50…95 մմ2, 19 լարից` 120 և 150 մմ2, 37 լարից` 185…500 մմ2, 61 լարից` 240…800 մմ2: Ջղի բաղկացուցիչ լարերի տրամագիծը տատանվում է 0.2…13.68 մմ սահմաններում: Այս դասի ալյումինե ջղերը պատրաստվում են նույն շարքի 1.2…1000 մմ2 կտրվածքով, միալար` 1.2…240 մմ2, 7 լարից բաղկացած` 300…500 մմ2, 61 լարից` 800 մմ2 և 127 լարից` 1000 մմ2:
Առաջին դասի պղնձե և ալյումինե ջղերը կլոր կտրվածքի են:
2-րդ դասի պղնձե ջղերը պատրաստվում են 0.5…1000 մմ2 կտրվածքով, լարերի քանակը` 7, 19, 37, 61, 91 և 127, իսկ դրանց տրամագիծը՝ 0.3…3.20 մմ:
Այս դասի ալյումինե ջղերը պատրաստվում են 1.0…500 մմ2 կտրվածքով, լարերի քանակը՝ 7, 19, 37, 61, տրամագիծը՝ 0.4…3.2 մմ: Այս դասի պղնձե և ալյումինե ջղերը պատրաստվում են կլոր և ձևավոր (սեկտորաձև և սեգմենտաձև), ինչպես նաև չխտացված և խտացված` 25…625 մմ2 կտրվածքով:
3-րդ դասի ջղերը պատրաստվում են 0.5…185 մմ2 կտրվածքով, լարերի քանակը` 7, 12, 19, 27, 37, 61 և 91, տրամագիծը՝ 0.98…1.78 մմ:
4-րդ դասի ջղերը պատրաստվում են 0.05…500 մմ2 կտրվածքով, լարերի քանակը 7-ից մինչև 1083, տրամագիծը՝ 0.10…0.85 մմ:
5-րդ դասի ջղերը պատրաստվում են 0.03…500 մմ2 կտրվածքով, լարերի քանակը 7-ից մինչև 2013, տրամագիծը՝ 0.08…0.60 մմ:
6-րդ դասի ջղերը պատրաստվում են 0.03…300 մմ2 կտրվածքով, լարերի քանակը 16-ից մինչև 3360, տրամագիծը՝ 0.05…0.30 մմ:
Եթե պղնձե լարի տրամագիծը չի գերազանցում 0.16 մմ-ը, ապա օգտագործվում է MT մակնիշի ոչ փափուկ լար և, որպես կանոն, այդ ջղերը ոլորելուց հետո ենթարկվում են թրծաթողման: Եթե պղնձե լարի տրամագիծը գերազանցում է 0.16 մմ-ը, ապա օգտագործվում է MM մակնիշի փափուկ լար և պատրաստի ջիղը չի ենթարկվում թրծաթողման: Ջղերի ոլորվածքները կարող են լինել կոնցենտրիկ և խառը (փնջային), ինչպես նաև համակցված (կարելի է ստեղծել խառը ոլորմամբ փնջեր և այնուհետև այդ փնջերը ոլորել կոնցենտրիկ ձևով):
Բոլոր դեպքերում պետք է հաշվի առնել այն հանգամանքը, որ տնտեսապես շահավետ են այն ոլորման ձևերը, որոնց դեպքում ջղի տրամագիծը նույն կտրվածքի դեպքում ստացվում է նվազագույն, որը բերում է կաբելային էլեմենտների վրա ծախսվող նյութերի խնայմանը:
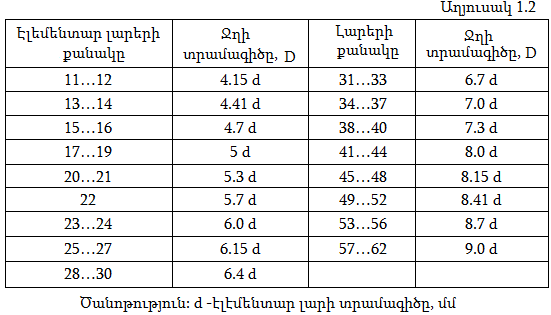
Փնջային ոլորման ժամանակ ջղի տրամագիծը կախված լարերի քանակից բերված է աղյուսակ 1.2-ում:
Վերոհիշյալ ջղերի տեսականին չի տարածվում հետևյալ կաբելային շինվածքների վրա`
1) չմեկուսացված էլեկտրահաղորդման գծեր,
2) ռադիոհաճախային և կապի կաբելներ,
3) փաթութային հաղորդալարեր,
4) գեոֆիզիկական, որոշ նավային հերմետիկ և ազդանշանային կաբելներ:
Կլոր կամ սեկտորային ալյումինե
և պղնձե ջղերն օգտագործվում են հիմնականում ուժային կաբելներում, ընդ որում սեկտորային
ջղերով կաբելների արտաքին տրամագիծը 20…25![]() -ով փոքր է, քան նույն կտրվածքի
կլոր ջղերով կաբելներինը և ավելի քիչ են քան մեկուսացման, պատյանների և պաշտպանիչ ծածկույթների
նյութերի ծախսատարությունը: Ջղերի խտացումը նույնպես հանգեցնում է նյութերի ծախսատարության
իջեցմանը: Քանի որ դրանց խտացման դեպքում կլոր ջղի տրամագիծը փոքրանում է 8…12
-ով փոքր է, քան նույն կտրվածքի
կլոր ջղերով կաբելներինը և ավելի քիչ են քան մեկուսացման, պատյանների և պաշտպանիչ ծածկույթների
նյութերի ծախսատարությունը: Ջղերի խտացումը նույնպես հանգեցնում է նյութերի ծախսատարության
իջեցմանը: Քանի որ դրանց խտացման դեպքում կլոր ջղի տրամագիծը փոքրանում է 8…12![]() -ով:
-ով:
1.4. Կաբելային շինվածքների էլեկտրամագնիսական էկրաններ
Էլեկտրական դաշտի համաչափությունն ապահովելու համար օգտագործվում են պղնձե և ալյումինե ժապավենային, մետաղապատված թղթե էկրաններ, որոնք փաթաթվում են ջղերի և ջղերի մեկուսացման վրա:
Կապի կաբելներում որպես էկրաններ օգտագործվում են պղնձե, ալյումինե և ալյումինեպոլիէթիլենային ժապավեններ, որոնք դրվում են մեկուսացման վրա կամ փաթաթվածքի կամ երկայնական տեսքի:
Մի շարք տիպի կաբելային արտադրատեսակներում, դրանց ճկունությունն ապահովելու համար էկրանները դրվում են պղնձե կամ անագապատված պղնձե լարերից հյուսվածքի ձևով: Որոշ տեսակի կաբելների միաժամանակ մեխանիկական ամրությունը մեծացնելու նպատակով էկրանները դրվում են ցինկապատված պողպատյա լարերից հյուսվածքի ձևով:
Էկրանների համար օգտագործվում են նաև կաբելի մեկուսացման նյութի հիմքով էլեկտրահաղորդիչ նյութեր` էլեկտրահաղորդիչ կաբելային թուղթ, պոլիվինիլքլորիդային, պոլիէթիլենային և ռետինե էլեկտրահաղորդիչ շերտեր: Ընդ որում, կաբելի մեկուսացումը և էկրանի հիմքը պետք է լինի նույն պոլիմերային կամ ռետինե նյութից: Այս պայմանը կաբելի կառուցվածքի համար կարևոր է, որպեսզի մեկուսացման և էկրանի հպման գոտիներում չառաջանան օդային ներառումներ, որպես իոնիզացիայի օջախներ:
Կաբելի հուսալիությունն ապահովելու նպատակով պոլիմերային մեկուսացումը և էկրանը դրվում են միաժամանակ երկգլխիկային որդնյակային սրսկիչներով:
Վուլկանացվող պոլիէթիլենային մեկուսացումով միջին և բարձր լարման կաբելներում նույն հիմքով կիսահաղորդիչ շերտերը ջղի և մեկուսացման վրա, ինչպես և մեկուսացումը, դրվում են միաժամանակ եռաշերտ գլխիկային մաս ունեցող երեք որդնյակային սրսկիչներով:
1.5. Կաբելների պատյանների տեսակները և հաստությունների նորմերը
Կաբելների ջղերի մեկուսացումը լույսի, խոնավության, տարբեր քիմիական նյութերի ազդեցություններից, ինչպես նաև մեխանիկական վնասվածքներից պաշտպանելու համար կաբելների ոլորվածքների վրա տեղադրվում են պատյաններ:
Լավագույն պաշտպանիչ պատյաններ են մետաղականները` ալյումինից, կապարից և պողպատից, որոնք ապահովում են կաբելի բացարձակ հերմետիկությունը:
Մետաղական պատյաններն օգտագործվում են ուժային և կապի կաբելներում` դրանց մեկուսացումը խոնավությունից, գազերից և մեխանիկական ազդակներից պաշտպանելու նպատակով:
Պլաստմասե (պոլիվինիլքլորիդ և պոլիէթիլեն) և ռետինե մեկուսացումով կաբելների պաշտպանիչ պատյանները պատրաստվում են պլաստմասայից և ռետինից:
Կապարե պատյանները դրվում են հիդրավլիկ կամ որդնյակային սրսկման մեքենաների միջոցով: Ալյումինե պատյանները լինում են հարթ (դրվում են սրսկման մեքենաների միջոցով), ինչպես նաև ծալքավորված գլանի տեսքի: Ծալքը լինում է սինուսոդային, S-աձև կամ սինուսոդային գլանաձև իջվածքով և պատրաստվում են ալյումինե ժապավեններից` երկայնական տեսքով` կատարելով էլեկտրաեռակցում: Պողպատե պատյանները նույնպես պատրաստվում են ժապավեններից երկայնական տեսքով կատարելով էլեկտրաեռակցում:
Ալյումինե պատյանների անվանական հաստությունները տատանվում են 0.70-ից մինչև 2.0 մմ սահմաններում, կախված կաբելային շինվածքի տրամագծից, իսկ կապարե պատյանների հաստությունը` 0.90-ից մինչև 2.7 մմ ըստ ԳՕՍՏ 24641 - ի:
Պլաստմասե
պատյանները պատրաստվում են պատյանային պոլիվինիլքլորիդի բաղադրություններից 0-40;
0-50; 0-55, OM-40 ИО 45-12, որոնց մեջ առաջին O, OM և ИО նշանակումները ցույց են տալիս
պոլիվինիլքլորիդային բաղադրության տիպը, մյուս երկու թվերը` դրանց ցրտակայունությունը,
հաջորդ երկու թվերը տեսակարար ծավալային դիմադրության կարգը (օրինակ, ИО45-12 նշանակում
է պլաստիկատը մեկուսչապատյանային է, ցրտակայունությունը`![]() տեսակարար դիմադրությունը`
տեսակարար դիմադրությունը`![]()
Շատ կարևոր
է պոլիվինիլքլորիդային բաղադրությունների հրդեհակայունությունը, մշակվել են մի շարք
հրդեհակայուն բաղադրություններ ППО 30-30 և ППО 30-35, որոնց թթվածնային ինդեքսները
համապատասխանաբար կազմում է 30 և 35![]() :
:
Պատյանային պոլիէթիլենային բաղադրություններն օգտագործվում են հաղորդալարերի և կաբելների պատյանների պատրաստման համար:
Դրանք իրենց բաղադրությունում պարունակում են ջերմա և լուսակայունարարներ, հակաօքսիդիչներ, որոնք չեզոքացնում են ջերմության և լույսի ազդեցությունները պոլիմերային նյութի վրա:
Լուսակայունությունը
բարձրացնելու նպատակով պոլիէթիլենային բաղադրության մեջ մտցվում է 2.0…2.5![]() տեխնիկական ածխածին մրի տեսքով,
որը կլանում է արևային սպեկտրի էներգիան:
տեխնիկական ածխածին մրի տեսքով,
որը կլանում է արևային սպեկտրի էներգիան:
Վերջին ժամանակներս լուսակայունության բարձրացման նպատակով օգտագործվում են նոր սերնդի լուսակայունարարներ, օրինակ տինավին, խեմասորբ, որոնք անգույն են և հնարավորություն են տալիս կաբելի և հաղորդալարերի պատյանները գունավորվել տարբեր գույներով:
Ռետինե պատյանները
պատրաստվում են տարբեր կաուչուկների հիման վրա կամ նրանց համատեղ օգտագործման բաղադրություններում,
որոնցում կաուչուկը կազմում է 40, 45 և 50![]() և արտադրվում են հետևյալ մակնիշների,
РШ-1, РШМ-2, РШТ-2, РШТМ-2, РШН-1, РШН-2:
և արտադրվում են հետևյալ մակնիշների,
РШ-1, РШМ-2, РШТ-2, РШТМ-2, РШН-1, РШН-2:
Տառային նշանակումներն են` Р-ռետին, Ш-պատյանային, М-ցրտակայուն, Т-ջերմակայուն, ТМ-ջերմացրտակայուն, իսկ 1 և 2 թվերը ցույց են տալիս շահագործման պայմանները (1- երբ կաբելը շաահագործվում է ծանր պայմաններում, 2-միջին և թեթև պայմաններում):
Այս պատյանային ռետինային խառնուրդները РШ -1, РШ -2, РШТМ -2, РШТ-2 պատրաստվում են ընդհանուր օգտագործման կաուչուկների հիման վրա, իսկ յուղակայուն և հրդեհակայուն РШН-1 և РШН -2 մակնիշների ռետինային խառնուրդները գլխավորապես պատրաստվում են պոլիքլորոպրենային կաուչուկի (նաիրիտ) հիմքով:
Պլաստմասե և ռետինային պատյանները կախված նրանից թե ինչպիսի պայմաններում են շահագործվում համապատասխան կաբելները, հաղորդալարերը և քուղերը բաժանվում են երեք կատեգորիաների`
Об -1 – շարժական կաբելներ և հաղորդալարեր, որոնք շահագործվում են դժվարագույն պայմաններում (հողափորման մեքենաներ);
Об -2 – շարժական կաբելներ և հաղորդալարեր, որոնք շահագործվում են միջին դժվարության պայմաններում կամ տեղակայվում են անշարժ (ստացիոնար);
Об -3 – շարժական կաբելներ և հաղորդալարեր, որոնք շահագործվում են թեթևագույն պայմաններում (կենցաղային էլեկտրասարքավորումներ):
Պատյանների մակնիշավորման ժամանակ կատեգորիայի նշանակմանն ավելացվում են համապատասխան ինդեքսներ п - պլաստմասե, р - ռետինե:
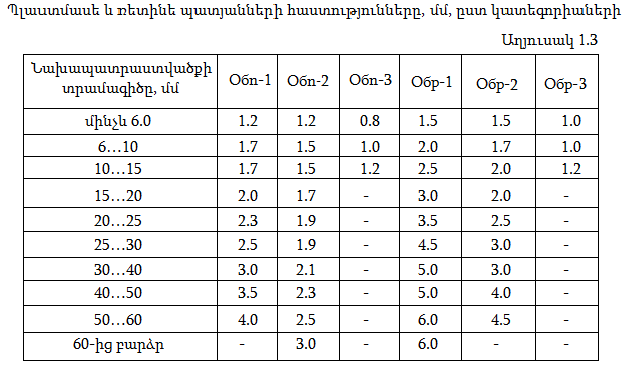
Պլաստմասե և ռետինե պատյանների անվանական հաստությունները բերված են աղյուսակ 1.2.-ում, կախված նախապատրաստվածքի տրամագծից, որի վրա պետք է տեղադրվի պատյանը:
1.6. Պաշտպանիչ ծածկույթների տեսակները
Մետաղական և ոչ մետաղական պատյաններով կաբելները, կախված շահագործման և մոնտաժման պայմաններից, պատրաստվում են ոչ զրահապատված և զրահապատված պողպատե ժապավեններով կամ ցինկապատված պողպատյա լարերով` տարբեր արտաքին պաշտպանիչ ծածկույթներով:
Կաբելների պաշտպանիչ ծածկույթները բաղկացած են բարձիկից, զրահից և պաշտպանիչ ծածկույթից:
Առանց զրահապատման կաբելների մակնիշների վերջում ավելացվում է ռուսական ![]() տառանիշ, որը նշանակում է մերկ (голый):
տառանիշ, որը նշանակում է մերկ (голый):
Բարձիկի դերն այն է, որ նա պաշտպանում է կաբելի պատյանը մեխանիկական վնասվածքներից, երբ կաբելը զրահապատվում է պողպատե ժապավենով կամ լարերով:
Բարձիկը բաղկացած է նախօրոք բիտումապատված թելային, թղթային շերտերից, ընդ որում, մետաղական պատյանը բիտումապատվում է, փաթաթվում է թելային կամ թղթային շերտերով և նորից բիտումապատվում:
Բարձիկ պատրաստում են նաև պլաստմասե ժապավեններից, ինչպես նաև պոլիէթիլենային և պոլիվինիլքլորիդային փողրակների տեսքով պողպատե ժապավենով կամ լարերով զրահի տակ:
1.7. Կաբելային մեկուսացման էլեկտրական և ջերմային դաշտերը
1.7.1. Էլեկտրական դաշտը կաբելային մեկուսացումում
Էլեկտրական դաշտի ազդեցության տակ բոլոր տիպի կաբելային մեկուսացումներում տեղի են ունենում երևույթներ, որոնք բնութագրվում են հաղորդականությամբ (ազատ լիցքերի տեղաշարժ), դիէլեկտրիկական թափանցելիությամբ (բևեռացում) և դիէլեկտրիկական կորուստներով (հաղորդականություն, աբսորբցիայի հոսանքների և գազային խառնուրդների իոնացման շնորհիվ մեկուսացման մեջ ջերմային էներգիայի անջատում):
Համապատասխանաբար մեկուսացման բնութագրերն են.
- տեսակարար ծավալային դիմադրությունը`
հաղորդականության հակադարձ մեծությունը ![]() և տարբեր մեկուսիչ նյութերի
համար տատանվում է
և տարբեր մեկուսիչ նյութերի
համար տատանվում է![]() միջակայքում:
միջակայքում:
- դիէլեկտրիկական թափանցելիությունը`![]() ոչ բևեռային
դիէլեկտրիկների մոտ փոքր է 3-ից, իսկ բևեռայինների մոտ` մեծ 3-ից:
ոչ բևեռային
դիէլեկտրիկների մոտ փոքր է 3-ից, իսկ բևեռայինների մոտ` մեծ 3-ից:
- կորուստները բնութագրվում
են կորուստների անկյան տանգենսով` ![]() որը տարբեր տիպի
դիէլեկտրիկներում ունի տարբեր մեծություն և գտնվում է
որը տարբեր տիպի
դիէլեկտրիկներում ունի տարբեր մեծություն և գտնվում է ![]() միջակայքում:
միջակայքում:
1.7.2. էլեկտրական դաշտի ձևի ազդեցությունը մեկուսացման բնութագրերի վրա
Էլեկտրական դաշտի պարզագույն ձևը գույություն ունի միայն համառանցք (կոնցենտրիկ) կառուցվածք ունեցող կաբելային արտադրատեսակներում, որոնց ջիղը, մեկուսացումը, էկրանները և պատյանները սահմանափակվում են նույն առանցք ունեցող գլանային մակերևույթներով:
Այդպիսի կառուցվածք ունեն միաջիղ ուժային կաբելները, էկրանավորված միաջիղ հաղորդալարերը և համառանցք կապի կաբելները:
Այդ տիպի կաբելային արտադրատեսակներում էլեկտրական դաշտի ուժագծերը շառավղային են և ուղղված են ներքին հաղորդիչից դեպի արտաքին հաղորդիչը, իսկ մեկուսացման կտրվածքում ունեն միևնույն պոտենցիալ ունեցող տարբեր շառավիղներով շրջանային մակերևույթներ (նկ.1. 7.1):
Էլեկտրական դաշտի լարվածությունը, կախված կաբելի ջղի կենտրոնից ունեցած հեռավորության մեծությունից (r), որոշվում է հետևյալ բանաձևով`
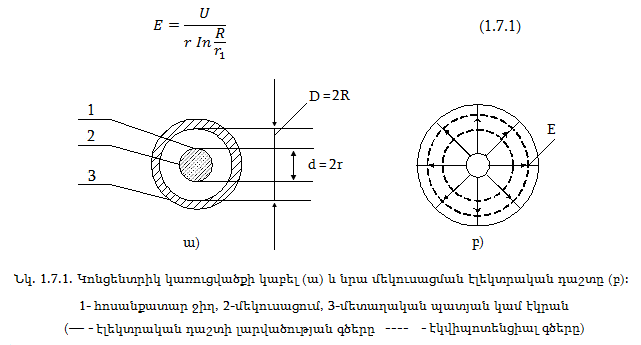
Գրաֆիկորեն լարվածության բաշխումն ըստ մեկուսացման հաստության բերված է նկ.1.7.2.
Երբ ![]() ջղի
տրամագծին, դա կլինի լարվածության ամենամեծ արժեքը`
ջղի
տրամագծին, դա կլինի լարվածության ամենամեծ արժեքը`
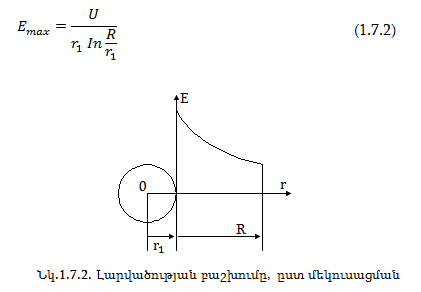
Ըստ նկ.1.7.2-ի, ամենավտանգավոր տեղը կաբելում ջղի մոտ գտնվող մեկուսացման շերտն է, որի պատճառով կաբելի մեկուսացման հաստությունը և տեսակն ընտրվում է` ելնելով այդ պայմանից: Հետևապես ջղից հեռու գտնվող մեկուսացման շերտերը ոչ ծանրաբեռնված վիճակում են գտնվում, քան ջղին մոտ գտնվող շերտերը, իսկ դա նշանակում է, որ կաբելի ջղին մոտ գտնվող մեկուսիչ նյութի էլեկտրական ամրությունը պետք է գերազանցի ջղի մակերևույթի վրա էլեկտրական լարվածության մեծությունը: Հիմնականում բարձր լարման կաբելներում մեծ նշանակություն ունի ջղի տարբեր հեռավորություններում դաշտի լարվածության հավասարաչափության ստեղծումը, որը հանգեցնում է մեկուսացման խնայողությանը և կաբելի գաբարիտային չափերի փոքրացմանը:
Այս երևույթը, որը կոչվում է մեկուսացման աստիճանավորում, հիմնականում օգտագործվել է յուղաթղթային մեկուսացումով 110 կՎ և ավելի կաբելներում, որոնք մինչև հիմա շահագործվում են, սակայն արդեն չեն արտադրվում ԱՊՀ երկրներում:
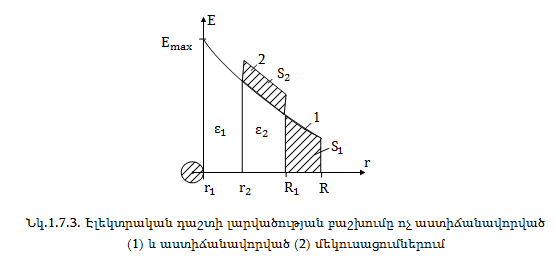
Հիմնականում կաբելային արտադրությունում օգտագործվում է երկշերտ մեկուսացումը, որը հնարավորություն է տալիս փոքրացնել մեկուսացման ընդհանուր հաստությունը: Առաջին շերտի դիէլեկտրիկական թափանցելիությունն ընտրվում է ավելի մեծ, քան երկրորդ շերտինը, որի շնորհիվ մեծացվում է ջղից հեռու գտնվող շերտի էլեկտրական լարվածության մեծությունը:
Ուժային կաբելի երկշերտ մեկուսացման լարվածության բաշխումը, ըստ մեկուսացման հաստության, բերված է նկ.1.7.3.-ում և հստակ նկատվում է, որ R1<R, իսկ S1=S2:
Եթե կոնցենտրիկ կաբելի
հոսանքատար ջղի մակերևույթը չունի իդեալական հարթ գլանային մակերևույթ, էլեկտրական
դաշտի լարվածությունը (E) ոչ հարթ դուրս ցցված մասերում մեծանում է, և հիմնականում
դա տեղի է ունենում բազմալար հոսանքատար ջղերի դեպքում, ուստի լարվածության տեղային
մեծացումը կկազմի մինչև 30![]() : Այս երևույթը վերացնելու
համար ոլորված բազմալար հոսանքատար ջղերի վրա դրվում է էկրան:
: Այս երևույթը վերացնելու
համար ոլորված բազմալար հոսանքատար ջղերի վրա դրվում է էկրան:
Կախված մեկուսացման տեսակից` օգտագործվում են համապատասխան էկրաններ. թղթե մեկուսացման դեպքում` կիսահաղորդիչ թուղթ, իսկ ռետինե կամ պլաստմասե մեկուսացումների դեպքում` համապատասխանաբար կիսահաղորդիչ ռետին կամ պլաստմասսա:
Այդ դեպքում, ի հաշիվ ջղի լարերի և էկրանների պոտենցիալների նույնության, տեղի է ունենում էլեկտրական դաշտի հավասարաչափություն:
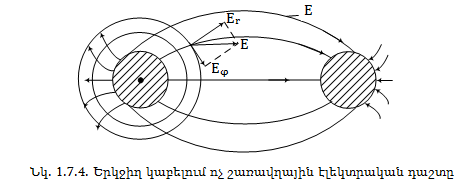
Մեծաքանակ կաբելային արտադրատեսակների մոտ էլեկտրական դաշտը շառավղային չէ: Այդպիսի կաբելներում մեկուսացման էլեկտրական ամրությունը ավելի ցածր է: Դա շնորհիվ էլեկտրական դաշտի` այսպես կոչված տանգենցիալ բաղադրիչի, որը շոշափում է էկվիպոտենցիալ մակերևույթին (նկ.1.7.4):
Բարձրավոլտ երկջիղ,
եռաջիղ կաբելների էլեկտրական ամրությունը բարձրացնելու նպատակով, բացի
յուրաքանչյուր ջղի մեկուսացումից, նախատեսվում է նաև գոտկային մեկուսացում, քանի
որ ջղերի միջև լարումը (գծային) ![]() անգամ մեծ է ջղի և հողանցված
մետաղական պատյանի միջև լարումից (ֆազային):
անգամ մեծ է ջղի և հողանցված
մետաղական պատյանի միջև լարումից (ֆազային):
Գոտկային մեկուսացումով կաբելներն օգտագործվում են եռաֆազ 1, 3, 6 և 10 կՎ լարումով էլեկտրական հզորության տեղափոխման գծերում:
1.7.3. Կաբելային մեկուսացման դիմադրությունը և դիէլեկտրիկական կորուստները
Կաբելների ռեալ մեկուսացումն օժտված է որոշակի մեծության հաղորդականությամբ կամ դիմադրությամբ և դիէլեկտրիկական կորուստներով: Քանի որ կաբելի լարումը տրվում է ջղի և պատյանի միջև, ապա հաղորդականության հոսանքն անցնում է ջղից դեպի պատյան: Պարզ է, որ հոսանքի անցման ճանապարհը ջղի մեկուսացման հաստությունն է, իսկ մակերեսի մեծությունը կախված է կաբելի երկարությունից:
Կոնցենտրիկ կաբելի մեկուսացման դիմադրությունը որոշվում է հետևյալ բանաձևով, ՄՕմ,
![]()
որտեղ ![]() մեկուսիչ
նյութի տեսակարար ծավալային դիմադրությունն է,
մեկուսիչ
նյութի տեսակարար ծավալային դիմադրությունն է,![]() կաբելի երկարությունը:
կաբելի երկարությունը:
Ընդհանրապես ![]() բերվում է
կաբելի 1 կմ երկարության համար,
բերվում է
կաբելի 1 կմ երկարության համար,![]()
![]()
Փաստորեն կաբելի մեկուսացման դիմադրությունը փոքրանում է կաբելի երկարության մեծացման դեպքում: Կաբելային տեխնիկայում բոլոր տիպի կաբելների մեկուսացման էլեկտրական և ջերմային դիմադրությունները, ինչպես նաև օպտիկական թելիկների բացթողման հաճախային տիրույթը (полоса пропускания) փոքրանում է կաբելի երկարության մեծացման դեպքում:
Կաբելների բնութագրերի մեծամասնությունը մեծանում է կաբելների երկարությունը մեծացնելու դեպքում (ջղի դիմադրություն, ունակություն, ինդուկտիվություն, մարում և այլն), և դրանց մեծությունները, 1կմ կաբելի հաշվով համապատասխանաբար ունեն հետևյալ չափման միավորները` Օմ/կմ, Ֆ/կմ, Հն/կմ, դբ/կմ և այլն:
Կաբելային մեկուսացումում դիէլեկտրիկական կորուստները որոշվում են հետևյալ արտահայտությամբ.
![]()
որտեղ ![]() լարման
մեծությյունն է,
լարման
մեծությյունն է, ![]() էլեկտրական
հոսանքի անկյունային հաճախությունը,
էլեկտրական
հոսանքի անկյունային հաճախությունը, ![]() կաբելի ունակությունը,
կաբելի ունակությունը, ![]() կաբելի
մեկուսացման նյութի դիէլեկտրիկական կորուստների անկյունը:
կաբելի
մեկուսացման նյութի դիէլեկտրիկական կորուստների անկյունը:
Եթե լարումն արտահայտված
է վոլտերով, ունակությունը` ֆարադներով և անկյունային հաճախությունը ` վրկ-1-ով,
ապա հավասարման մեջ հզորության մեծությունը կարտահայտվի վատտերով: (1.7.5)-ից
երևում է, որ դիէլեկտրիկական կորուստները բավականին մեծ են 220 կՎ և բարձր լարման
ուժային կաբելներում և 106 Հց-ից բարձր հաճախային կապի կաբելներում,
ինչպես նաև զգալի չափով կախված է կաբելի մեկուսացման ![]() մեծություններից:
մեծություններից:
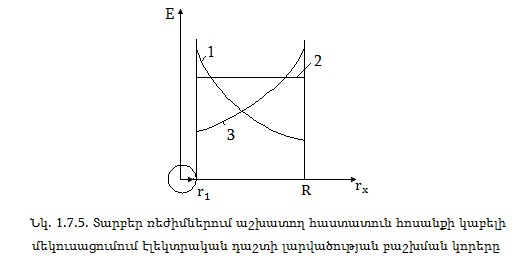
1.7.4. Հաստատուն հոսանքի կաբելի էլեկտրական դաշտը
Քանի որ ռեալ մեկուսացումն ունի վերջնական էլեկտրական դիմադրություն, հետևապես կաբելում էլեկտրական դաշտը տարբերվում է իդեալական մեկուսացումով կաբելի դաշտից:
Հաստատուն հոսանքի
կաբելներում էլեկտրական դաշտի լարվածության բաշխումը (распределение) մեկուսացման
հաստությունում կախված է մեկուսացման տեսակարար հաղորդականությունից ![]()
Եթե ![]() կախված չէ
մեկուսացման շառավղից (r), ապա E - ի բաշխումը մեկուսացման հաստությունում բաշխվում
է այնպես, ինչպես փոփոխական հոսանքի դեպքում (1 կոր, նկ.1.7.5), այսինքն` նկ.
1.7.2-ին համապատասխան: Սակայն բեռնվածքի տակ կաբելի աշխատելու ժամանակ, շնորհիվ
ջղի միջոցով անցնող հոսանքի մեկուսացումում առաջանում է ջերմություն:
կախված չէ
մեկուսացման շառավղից (r), ապա E - ի բաշխումը մեկուսացման հաստությունում բաշխվում
է այնպես, ինչպես փոփոխական հոսանքի դեպքում (1 կոր, նկ.1.7.5), այսինքն` նկ.
1.7.2-ին համապատասխան: Սակայն բեռնվածքի տակ կաբելի աշխատելու ժամանակ, շնորհիվ
ջղի միջոցով անցնող հոսանքի մեկուսացումում առաջանում է ջերմություն:
Քանի որ մեկուսացման ![]() տեսակարար
հաղորդականությունը կախված է ջերմաստիճանից, հետևապես էլեկտրական դաշտի
լարվածությունը կախված կլինի մեկուսացման r շառավղից:
տեսակարար
հաղորդականությունը կախված է ջերմաստիճանից, հետևապես էլեկտրական դաշտի
լարվածությունը կախված կլինի մեկուսացման r շառավղից:
Հայտնի է, որ պոլիէթիլենային մեկուսացման հաղորդականությունը կախված է նաև էլեկտրական դաշտի լարվածությունից:
Հաստատուն հոսանքի կաբելներում էլեկտրական դաշտի լարվածության բաշխումը մեկուսացման մեջ կախված է մի շարք գործոններից` տեսակարար ջերմային հոսքից, որն առաջանում է կաբելի միավոր երկարությունում, շնորհիվ ջղի կտրվածքով անցնող հոսանքի, մեկուսիչ նյութի տեսակարար ջերմային դիմադրությունից և հաղորդականության ջերմային գործակցից:
Այդ մեծությունների որոշակի հարաբերության դեպքում դաշտի լարվածությունը կախված չէ մեկուսացման շառավղից և հավասար է միջին արժեքին (կոր 2):
![]()
այսինքն` մեկուսացման բոլոր կետերում լարվածությունը նույնն է:
Այդպիսի դաշտը շառավղային է, յուրահատուկ է հարթ կոնդենսատորին, և գործոնների այլ հարաբերությունների դեպքում ամենաբարձր լարվածությունն առաջանում է մետաղական պատյանին մոտ (կոր 3):
1.7.5. Կաբելային մեկուսացման ջերմային դաշտը
Կաբելներով էլեկտրամագնիսական էներգիայի հաղորդման ժամանակ կաբելի տարրերում` հաղորդիչ ջղերում, մեկուսացումում, էկրաններում և մետաղական պատյաններում առաջացող կորուստների պատճառով նկատվում է այդ էներգիայի նվազում: Այդ կորուստների պատճառով կաբելի տարրերը տաքանում են, և հնարավոր է կաբելի գերտաքացում թույլատրելի սահմաններից դուրս, որը նախատեսված է այդ էլեմենտների նյութերի համար: Ելնելով վերոհիշյալից պետք է որոշվի այն առավելագույն թույլատրելի բեռնվածքը (հոսանքը կամ հզորությունը), որի դեպքում կաբելի տարրերը, մանավանդ մեկուսացումը, չպետք է տաքանան ավելի քան տվյալ մեկուսացման աշխատանքային ջերմաստիճանն է կամ ջերմակայունությունը:
Սովորաբար ջերմային հաշվարկը կատարում են կաբելի տաքացման կայունացված ռեժիմների դեպքում, երբ կաբելը բեռնվածքի տակ է, այն լրիվ տաքանում է, այսինքն` նրա բոլոր տարրերից յուրաքանչյուրն ունի իրարից տարբերվող հաստատուն ջերմաստիճան: Կաբելում առաջացած ջերմային հոսքերն ամենատաք հոսանքատար ջղից անցնում են բոլոր տարրերի միջով դեպի ամենաքիչ տաքացող տարրը` կաբելի արտաքին մակերևույթին և այնուհետև տեղափոխվում է կաբելին շրջապատող միջավայր` հող, օդ: Այդ դեպքում ջերմային հոսքերը հաստատուն են:
Ոչ կայունացված ռեժիմում կաբելը տաքանում է անընդհատ: Այդ դեպքում ջերմության մի մասը կորուստների պատճառով ծախսվում է դրանց տաքացման վրա, տարրերի նյութի ջերմունակության հաշվին, իսկ մյուս մասը տրվում է արտաքին միջավայրին: Տաքացման շնորհիվ առաջին բաղադրիչը փոքրանում է, ամբողջ ջերմությունը տրվում է արտաքին միջավայրին, կաբելի տարրերի ջերմաստիճանը դառնում է հաստատուն, հետևապես առաջանում է կայունացված ռեժիմ:
Կաբելներով էլեկտրամագնիսական էներգիայի հաղորդման ժամանակ առկա են հետևյալ ջերմային կորուստները` հոսանքատար ջղերում, մեկուսացումում և մետաղական պատյաններում (պատյան, էկրան և զրահ):
ա) Հոսանքատար ջղերում
կորուստները ![]() կախված է հաղորդիչով հոսող
էլեկտրական հոսանքից`
կախված է հաղորդիչով հոսող
էլեկտրական հոսանքից`
![]()
որտեղ ![]() -ն ջղի դիմադրությունն է
հաստատուն հոսանքի և աշխատանքային ջերմաստիճանի դեպքում, որը որոշվում է հետևյալ
բանաձևով`
-ն ջղի դիմադրությունն է
հաստատուն հոսանքի և աշխատանքային ջերմաստիճանի դեպքում, որը որոշվում է հետևյալ
բանաձևով`
![]()
որտեղ ![]() հոսանքատար
ջղի նյութի տեսակարար էլեկտրական դիմադրությունն է 20
հոսանքատար
ջղի նյութի տեսակարար էլեկտրական դիմադրությունն է 20![]() ջերմաստիճանի դեպքում,
ջերմաստիճանի դեպքում,![]() կաբելի
երկարությունը, մ;
կաբելի
երկարությունը, մ;![]() դիմադրության ջերմային գործակիցը,
դիմադրության ջերմային գործակիցը, ![]() -1; F – ը`
հոսանքատար ջղի լայնական հատույթի մակերեսը, մմ2 ;
-1; F – ը`
հոսանքատար ջղի լայնական հատույթի մակերեսը, մմ2 ;![]() ջղի
ջերմաստիճանը:
ջղի
ջերմաստիճանը:
Փոփոխական հոսանքի դեպքում կորուստները ջղերում մեծանում են ջղի դիմադրության մեծության պատճառով (ի հաշիվ մակերևութային և մոտիկության էֆեկտների):
Մակերևութային էֆեկտն առաջանում է ջղերի շուրջը ստեղծվող մագնիսական դաշտի շնորհիվ, որը հանգեցնում է ջղերում մրրկային հոսանքների առաջացմանը, և հոսանքի խտությունը ջղի արտաքին շերտերում ավելի մեծ է, քան ներքին շերտերում, որը բերում է ջղի դիմադրության մեծացմանը:
Հարևան ջղերում մրրկային հոսանքների փոխազդեցության շնորհիվ յուրաքանչյուր ջղի հիմնական հոսանքի հետ հանգեցնում է տվյալ ջղի հոսանքի խտության մեծացման այն մասերում, որոնք մոտ են գտնվում մյուս ջղին, որը նույնպես հագեցնում է ջղի համարժեք կտրվածքի փոքրացմանը և դիմադրության մեծացմանը: Այս երևույթը կոչվում է մոտիկության էֆեկտ:
Բացի վերոհիշհյալներից, կաբելի ջղի հոսանքի կողմից ստեղծված մագնիսական դաշտի ուժագծերը հատում են նաև կաբելի ոչ հոսանքատար մետաղական մասերը (էկրան, մետաղական պատյան և զրահ), որոնցում նույնպես առաջանում են մրրկային հոսանքներ և բերում են դրանց տաքացմանը: Այդ մասերի տաքացումը նույնպես հանգեցնում է կաբելի հոսանքատար ջղի դիմադրության մեծացմանը:
Հաշվի առնելով վերոհիշյալ երևույթները` ջղի դիմադրությունը փոփոխական հոսանքի դեպքում կլինի հետևյալ տեսքի.
![]()
որտեղ![]() փոփոխական
հոսանքի դեպքում լրացուցիչ դիմադրությունն է, որն առաջանում է շնորհիվ
մակերևութային էֆեկտի
փոփոխական
հոսանքի դեպքում լրացուցիչ դիմադրությունն է, որն առաջանում է շնորհիվ
մակերևութային էֆեկտի ![]() ,
մոտիկության էֆեկտի
,
մոտիկության էֆեկտի ![]() և
մետաղական մասերում մրրկային հոսանքներով առաջացած կորուստների
և
մետաղական մասերում մրրկային հոսանքներով առաջացած կորուստների![]() , հետևապես.
, հետևապես.
![]()
Քանակապես մակերևութային և մոտիկության էֆեկտները բնութագրվում են հետևյալ պարամետրերով.
![]()
որտեղ ![]() մրրկային
հոսանքների գործակիցն է,
մրրկային
հոսանքների գործակիցն է,
![]() անկյունային հաճախությունը,
1/վրկ,
անկյունային հաճախությունը,
1/վրկ,
![]() բացարձակ մագնիսական թափանցելիությունը,
բացարձակ մագնիսական թափանցելիությունը,
![]() Հն/մ – վակուումի մագնիսական
թափանցելիությունը,
Հն/մ – վակուումի մագնիսական
թափանցելիությունը,
![]() հարաբերական մագնիսական
թափանցելիությունը,
հարաբերական մագնիսական
թափանցելիությունը,
![]() տեսակարար հաղորդականությունն
է,
տեսակարար հաղորդականությունն
է,![]()
![]() հաղորդիչի շառավիղը, մմ:
հաղորդիչի շառավիղը, մմ:
բ) Դիէլեկտրիկական կորուստները մեկուսացումում ջերմային հաշվարկների ժամանակ հիմնականում հաշվի է առնվում բարձր լարման (110 կՎ և բարձր) և բարձր հաճախությունների դեպքում (ռադիոհաճախային կաբելներ):
Անհրաժեշտության դեպքում կորուստները մեկուսացումում հաշվարկվում է (1.7.5) բանաձևով:
գ) Կորուստները մետաղական պատյաններում պայմանավորված են կաբելի ջղերով անցնող փոփոխական հոսանքի կողմից ստեղծված մագնիսական դաշտով: Այդ կորուստներն առաջանում են ինչպես մրրկային հոսանքների հաշվին, այնպես էլ այն հոսանքների շնորհիվ, որոնք առաջանում են հողանցված և միմյանց միացված մետաղական պատյաններում: Այդ հոսանքները պայմանավորված են փոխադարձ ինդուկցիայի էլշուի առկայությամբ, որոնք առաջանում են հարևան ջղերի հողանցված մետաղական պատյաններում:
1.7.6. Կաբելի տարրերի ջերմային դիմադրությունը և ջերմահաղորդման տեսակները
Կաբելի տարբեր տարրերում
առաջացող կորուստներն անջատում են ջերմություն, որը բերում է նրանց տաքացմանը և
նրանց ջերմաստիճանի մեծացմանը շրջապատի ջերմաստիճանի նկատմամբ: Այդ դեպքում
ջերմությունը փոխանցվում է ավելի տաք մարմիններից ավելի քիչ տաքացածներին: Այս
պրոցեսը կոչվում է ջերմահաղորդում, որը բաժանվում է հետևյալ ձևերի`
ջերմահաղորդականություն, կոնվեկցիա և ճառագայթում: Ջերմահաղորդականությանը յուրահատուկ
է առաջին հերթին պինդ մարմիններին: Մարմնի ջերմություն հաղորդելու
հնարավորությունը բնութագրվում է ջերմահաղորդականության գործակցով ![]()
Կոնվեկցիայով
ջերմահաղորդումը տեղի է ունենում այն դեպքում, երբ տաքացված մարմինը գտնվում է
գազի կամ ջրի միջավայրում: Այդ դեպքում ջերմության քանակությունը, որը մարմինը
տալիս է միջավայրին համեմատական է ջերմատվող մակերևույթին, տաքացած մարմնի և
շրջապատող միջավայրի ջերմաստիճանների տարբերությունը կախված է մակրևույթի ձևից և
շրջապատի միջավայրի վիճակից: Կոնվեկցիոն ջերմափոխանակությունը բնութագրվում է
ջերմատվության գործակցով ![]()
Երբ կաբելը տեղակայված է հողում, նրանում առաջացած ջերմությունը տարածվում է ջերմոհաղորդականության շնորհիվ, իսկ օդում և ջրում տեղակայման դեպքում` կոնվեկցիայով:
Կաբելային արտադրատեսակներից ճառագայթումով ջերմության փոխանցումը գրեթե բացակայում է, միայն մի դեպքում է դա հաշվի առնվում, երբ կաբելն աշխատում է խորը վակումում: Ճառագայթային ջերմահաղորդման գործակիցը` ![]()
Հաշվարկների ժամանակ օգտվում ենք կաբելի տարրերի ջերմային դիմադրության հասկացությունից, որը բնութագրվում է էլեմենտի ջերմություն հաղորդելու հնարավորությունը:
Կաբելի էլեմենտների ջերմաստիճանը հաստատված ռեժիմներում չի փոփոխվում և համեմատական է նրանցով անցնող ջերմային հոսքին:
Ջերմաստիճանների բաշխումը նկարագրվում է «Օհմի ջերմային օրենքով», որը հիմնված է էլեկտրական և ջերմային պրոցեսների նմանության վրա:
Նկ. 1.7.6-ում ցույց է տրված նմանությունը, երբ հաստատուն էլեկտրական հոսանքի I-ն անցնում է R էլեկտրական դիմադրությունով (նկ.1.7.6,ա), իսկ (P) ջերմային հոսքը` (S) ջերմային դիմադրությունով (նկ.1.7.6, բ):
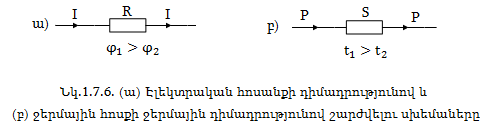
I էլեկտրական հոսանքը,
անցնելով R դիմադրությունով, ստեղծում է պոտենցիալների տարբերություն ![]() կամ լարման
անկում`
կամ լարման
անկում`
![]()
P
ջերմային հոսքը, անցնելով S ջերմային դիմադրությունով, ստեղծում է ջերմաստիճանների
տարբերություն![]() : Հետևապես
«Օհմի ջերմային օրենքը»կլինի`
: Հետևապես
«Օհմի ջերմային օրենքը»կլինի`
![]()
փաստորեն, ջերմաստիճանների տարբերությունը նման է պոտենցիալների տարբերությանը (լարում), ջերմային հոսքը նման է հոսանքին, իսկ ջերմային դիմադրու-թյունը`էլեկտրականին:
Ջերմային դիմադրությունը հաշվարկվում է հետևյալ բանաձևով`
![]()
որտեղ ![]() նյութի
տեսակարար ջերմային դիմադրությունն է
նյութի
տեսակարար ջերմային դիմադրությունն է![]() (
(![]() ջերմահաղորդականության
հակադարձ մեծությունն է), F-ը՝ տարրի կտրվածքի մակերեսը, մ2,
ջերմահաղորդականության
հակադարձ մեծությունն է), F-ը՝ տարրի կտրվածքի մակերեսը, մ2,
![]() երկարությունը, մ:
երկարությունը, մ:
1.7.7. Կաբելի փոխարկվող ջերմային սխեմաները և ջերմային հոսքերը
Նկ. 1.7.7-ում և 1.7.8-ում բերված են միաջիղ կաբելի և հաղորդալարի կառուցվածքները և փոխարկման ջերմային սխեմաները: Ջերմային սխեմաները հնարավորություն են տալիս հաշվարկել, օրինակ` բեռնվածքի թույլատրելի հոսանքի մեծությունը էլեկտրական շղթաների հաշվարկման մեթոդներով՝ օգտվելով էլեկտրական և ջերմային բնութագրերի նմանությունից:
Կաբելի փոխարինման սխեմայից երևում է, որ ջղում կորուստներից առաջացող ջերմային հոսքը հաջորդաբար անցնում է մեկուսացման, պաշտպանիչ ծածկույթների և շրջապատի միջավայրի ջերմային դիմադրություններով (Sմեկ, Sպ.ծ և Sա.մ.):
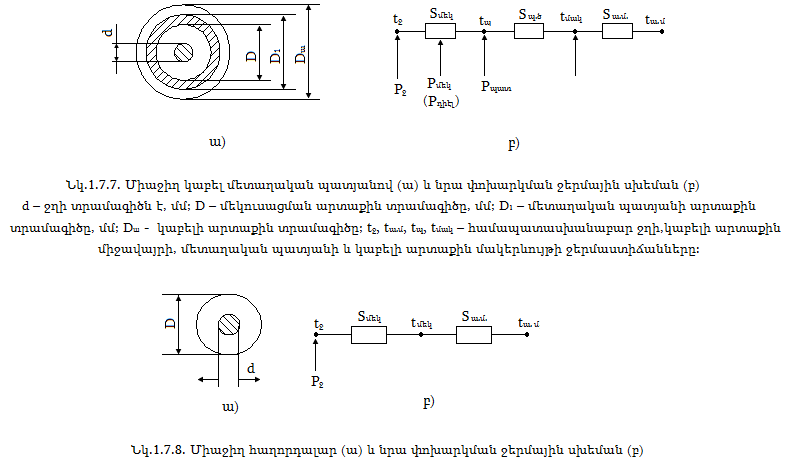
Պաշտպանիչ մետաղական պատյաններում առաջացած կորուստների ջերմային հոսքը հաջորդաբար անցնում է Sպ.ծ և Sա.մ ջերմային դիմադրություններով:
Դիէլեկտրիկական կորուստները հավասարաչափ բաշխված են դիէլեկտրիկի հաստությունում: Ապացուցված է, որ այդ անկումը հավասար է մեկուսիչի դիէլեկտրիկական կորուստների և նրա ջերմային դիմադրության կեսին.
![]()
Քանի որ մետաղական մասերի ջերմահաղորդականությունը բավականին բարձր է, հետևապես հաշվարկներում հաշվի չեն առնվում դրանց ջերմային դիմադրությունները`
![]()
որտեղ ![]() -ն ջղի
դիմադրությունն է փոփոխական հոսանքի դեպքում, հաշվի առնված մակերևութային և
մոտիկության էֆեկտները:
-ն ջղի
դիմադրությունն է փոփոխական հոսանքի դեպքում, հաշվի առնված մակերևութային և
մոտիկության էֆեկտները:
Մեկուսացումում կորուստները որոշվում են` (1.7.5) արտահայտությամբ, որտեղ կաբելի ունակությունը (Ֆ/մ) որոշվում է.

որտեղ ![]()
Համապատասխանաբար
կորուստները մետաղական պատյաններում, էկրաններում և խողովակներում հաշվարկվում են
գործակիցներով, որոնք ցույց են տալիս, թե այդ կորուստները որքանով են փոքր ջղում
առաջացող կորուստների նկատմամբ`![]()
Միաջիղ հաղորդալարում (նկ. 1.7.8, բ) ջերմային հոսքը ջղում առաջացած կորուստների հաշվին անցնում է Sմեկ և Sա.մ ջերմային դիմադրություններով, և կորուստները մեկուսացումում գործնականում հաշվի չեն առնվում:
1.7.8. Թույլատրելի բեռնվածքի հոսանքի որոշումը
Հաշվի առնելով նկ.1.7.7-ում բերված կաբելի ջերմային փոխարինման սխեման և կիրառելով Օհմի «ջերմային օրենքը» կարող ենք գրել`
![]()
Տեղադրելով ջղում կորուստները և լուծելով հոսանքի նկատմամբ կստանանք`

Նույն ձևով կստանանք միաջիղ հաղորդալարի (նկ.1.7.8) և նրա փոխարինման ջերմային սխեմային համապատասխան հոսանքի մեծություն

Մեկ մետր երկարության կաբելի մեկուսացման և պաշտպանիչ ծածկույթների ջերմային դիմադրություններն արտահայտվում են`

որտեղ ![]() և
և ![]() -
մեկուսացման և պաշտպանիչ ծածկույթների օգտագործված նյութերի տեսակարար ջերմային
դիմադրություններն են,
-
մեկուսացման և պաշտպանիչ ծածկույթների օգտագործված նյութերի տեսակարար ջերմային
դիմադրություններն են,![]()
Անչափ ![]() արտահայտությունը
կոչվում է երկրաչափական գործոն և կախված է միայն կաբելի չափերից, և հաշվի առնելով
տարբեր տիպի կաբելների տեսականին, բոլոր դեպքերում կարելի է օգտվել հետևյալ
արտահայտությունից`
արտահայտությունը
կոչվում է երկրաչափական գործոն և կախված է միայն կաբելի չափերից, և հաշվի առնելով
տարբեր տիպի կաբելների տեսականին, բոլոր դեպքերում կարելի է օգտվել հետևյալ
արտահայտությունից`
![]()
որտեղ n–ը կաբելի մեկուսացման ջղերի քանակն է:
Շրջապատող միջավայրի ջերմային դիմադրությունը կախված է նրանից, թե որտեղ է տեղակայված կաբելային շինվածքը: Եթե կաբելը տեղակայված է հողում, ապա հողի ջերմային դիմադրությունը կարելի է հաշվել հետևյալ մոտավոր հավասարումով`

որտեղ ![]() -ը հողի
տեսակարար ջերմային դիմադրությունը, որն ընդունված է մոտավորապես
-ը հողի
տեսակարար ջերմային դիմադրությունը, որն ընդունված է մոտավորապես ![]() L –ը կաբելի
տեղակայման խորությունն է, մ; DH –ը՝ կաբելի արտաքին տրամագիծը, մ:
L –ը կաբելի
տեղակայման խորությունն է, մ; DH –ը՝ կաբելի արտաքին տրամագիծը, մ:
Օդում
տեղակայման դեպքում ջերմության հեռացումը հիմնականում կատարվում է կոնվեկցիայով,
սակայն հաշվարկների համար մտցվում է պայմանական ընդունված օդի ջերմային
դիմադրություն![]() , որը
տեղի ունի ջերմոհաղորդականության հաշվին և բնորոշում է, երբ կաբելի մակերևույթից
ջերմությունը անցնում է օդ
, որը
տեղի ունի ջերմոհաղորդականության հաշվին և բնորոշում է, երբ կաբելի մակերևույթից
ջերմությունը անցնում է օդ ![]() ,
,
![]()
որտեղ ![]() -ն ջերմատվության գործակիցն է,
-ն ջերմատվության գործակիցն է,
![]() որը կախված
է մի շարք գործոններից, և առաջին հերթին` կաբելի արտաքին մակերևույթի տաքացման
աստիճանից և արտաքին մակերևույթի մակերեսի մեծությունից:
որը կախված
է մի շարք գործոններից, և առաջին հերթին` կաբելի արտաքին մակերևույթի տաքացման
աստիճանից և արտաքին մակերևույթի մակերեսի մեծությունից:
Գոյություն
ունեն մի շարք հատուկ մեթոդներ և բանաձևեր նրա ճշգրիտ հաշվարկման համար, սակայն
մոտավոր հաշվարկի համար կարելի է ընդունել![]() մեծությունը:
մեծությունը:
Ջրի մեջ տեղակայված կաբելի համար ընդունվում է, որ կաբելի արտաքին մակերևույթի ջերմաստիճանը հավասար է ջրի ջերմաստիճանին, այսինքն` ջրի միջավայրի ջերմային դիմադրությունը գործնականում զրո է:
1.8.Էլեկտրաէներգետիկական նշանակության և հաղորդալարեր
Էլեկտրաէներգետիկական նշանակության կաբելային շինվածքները բազմազան են` ցածր, միջին և բարձր լարման ուժային կաբելներ, էեկտրահաղորդման օդային գծերի հաղորդալարեր, հսկման, ուժային հաղորդալարեր (տեղակայման, ելուստային, փաթույթային), նավթագազային համակարգերի, ինչպես նաև մի շարք հատուկ նշանակության եր և հաղորդալարեր:
1.8.1. Ցածր լարման ուժային կաբելներ
Ցածր լարման ուժային կաբելները նախատեսված են 0,66; 1 և 3 կՎ անվանական լարման անշարժ սարքավորումներին էլեկտրաէներգիա մատակարարելու և բախշելու համար: Այդ կաբելները պատրաստվում են 1-ից մինչև 5 հոսանքատար ջղերով:
Այս կաբելները հիմնականում արտադրվում են քառաջիղ, ջղերի նյութերը` պղինձ և ալյումին հիմնականում սեկտորաձև: Ցածր լարման ուժային կաբելներն արտադրվում են նաև կլոր հատույթով հոսանքատար ջղերով: Մինչև 16 մմ2 կլոր հատույթով պղնձե ջղերը (ներառյալ) արտադրվում են միալար, իսկ 25 մմ2 և ավելի` բազմալար, իսկ ալյումինե ջղերը` հատույթը մինչև 70 մմ2 միալար, ավելին` բազմալար: Որպես մեկուսացում օգտագործվում են յուղականիֆոլային բաղադրություններով տոգորված թուղթը, ՊՎՔ և կարված ՊԷ պլաստմասսաները: Կաբելների թղթե մեկուսացումը խոնավությունից պաշտպանելու համար այդ կաբելներն արտադրվում են կապարե կամ ալյումինե պատյաններով: Այս պատյանները կոռոզիայից պաշտպանելու համար դրանց վրա, կախված շահագործման պայմաններից, դրվում է համապատասխան պաշտպանիչ ծածկույթ: Այս կաբելներում որպես մեկուսացում ՊՎՔ պլաստմասսայի օգտագործումով բացառվեցին կապարե կամ ալյումինե պատյանները:
Իսկ վերջին
ժամանակներում արտասահմանում և ԱՊՀ երկրներում այս կաբելներում որպես մեկուսացում
լայնորեն կիրառվեց կցակարված ՊԷ: ԿՊԷ մեկուսացմամբ նույն հատույթով մակերես ունեցող
ջղերով ![]() ավելի մեծ հզորության
էլեկտրական էներգիա է հնարավոր հաղորդել, քան թղթե կամ ՊՎՔ մեկուսացմամբ
ջղերով:
ավելի մեծ հզորության
էլեկտրական էներգիա է հնարավոր հաղորդել, քան թղթե կամ ՊՎՔ մեկուսացմամբ
ջղերով:
ՊՎՔ և ԿՊԷ մեկուսացումներով կաբելներում որպես պաշտպանիչ պատյաններ օգտագործվում է ՊՎՔ կամ թերմոպլաստիկ ՊԷ: Եթե կաբելները տեղակայվում են հողում, օգտագործվում է ՊԷ պատյան, իսկ եթե պետք է տեղակայվի կաբելային կառույցներում կամ շենքերում, ապա հրդեհակայունության ապահովման համար կաբելների պատյանները պատրաստվում են այրումը չտարածող ՊՎՔ պլաստիկատներից:
Ըստ շահագործման պայմանների, ցածր լարման կաբելները բաժանվում են երկու խմբի.
- հողում տեղակայման,
- օդում տեղակայման, կաբելային կառուցվածքներում (անցուղիներում, թունելներում, էստակադաներում), արտադրական տարածքներում, այդ թվում` ՋԷԿ-երում, ԱԷԿ-ներում և այլ շինություններում:
Քաղաքային պայմաններում այս կաբելները տեղակայվում են հողում 10/0,4 կՎ լարման ենթակայաններից բնակելի և արտադրադրական շենքերին էլեկտրական էներգիայի մատակարարման, ինչպես նաև փողոցային լուսավորության համար:
Հաճախ այս կաբելներին ներկայացվում են բավականին խիստ պահանջներ հրդեհաանվտանգությունն ապահովելու ուղղությամբ և երբեմն հրդեհաանվտանգությունն ապահովելու համար այդ կաբելների կառուցվածքներում նախատեսվում է ջերմարգելակիչ շերտ` հինականում ջղի վրա տեղադրելով ապակեթելային ժապավեն:
1.8.2. Միջին լարման ուժային կաբելներ
Միջին լարման ուժային կաբելները նախատեսված են Ռուսաստանի և հետխորհրդային երկրների էներգահամակարգերում հիմնականում օգտագործվող, մեկուսիչով առանձնացված ցանցերում 6…35կՎ անվանական փոփոխական լարման դեպքում էլեկտրական էներգիայի փոխանցման և բաշխման համար:
Կաբելի հոսանքատար ջիղերը պղնձից և ալյումինից են: Կաբելները թողարկվում են ինչպես միաջիղ, այնպես էլ եռաջիղ: Որպես էլեկտրական մեկուսիչ` օգտագործում են տոգորված թուղթ և կցակարված պոլիէթիլեն 6կՎ լարման կաբելներն ունեն էլկեկտրահաղորդիչ էկրան գոտևային մեկուսացման վրա, իսկ 10…35կՎ լարման կաբելները` էկրաններ ինչպես գոտկային մեկուսացման, այնպես էլ հոսանքահաղորդման ջիղի մակերևույթի վրա: Տոգորված թղթով մեկուսացված կաբելներն ունեն ալյումինից կամ կապարից պատյաններ, որոնց դրված են համապատասխան պաշտպանիչ ծածկույթներ, այդ թվում պոլիվինիքլորիդային պլաստիկատից խողովակների կամ պոլիէթիլենից խողովակների տեսքով:
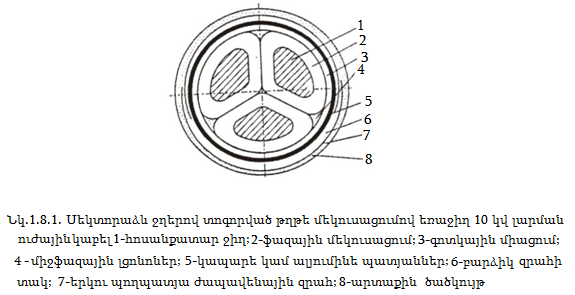
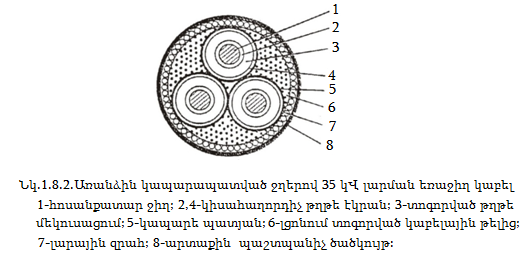
Տոգորված թղթե մեկուսացումով 6 և 10 կՎ լարման ուժային կաբելները պատրաստվում են եռաջիղ: Որպես ֆազային և գոտկային մեկուսացում օգտագործվում է յուղականիֆոլով տոգորված թուղթը: Այդպիսի կաբելները թողարկվում են սեկտորաձևով պղնձե և ալյումինե ջիղերով: Ալյումինից կամ կապարից մետաղական պատյանը նախատեսված է կաբելի կառուցվածքում խոնավածուծ մեկուսացման պաշտպանության համար: Մետաղական պատյանների մակերեսին տեղադրվում են մեխանիկական և կոռոզիոն վնասվածքներից պաշտպանելու շերտեր: 10կՎ գոտկային մեկուսացումով եռաջիղ կաբելի կառուցվածքը բերված է նկ.1.8.1-ում:
Այդպիսի կաբելներում էլեկտրական համասեռ դաշտերը միատարր չեն: Կաբելի կառուցվածքի որոշ տարածքներում դաշտի ուժային գծերն ուղղահայաց չեն թղթի շերտերին: Մեկուսիչում առաջանում է էլկտրական դաշտի տանգենցիալ բաղադրիչը: Ընդ որում, հարկ է ուշադրություն դարձնել, որ տոգորված թղթե մեկուսիչով էլեկտրական ամրությունը ուղղահայաց թղթի շերտերին ավելի մեծ է, քան շերտերի երկարության ուղղությամբ: Ուստի կաբելում ամենավտանգավորն են դառնում միջֆազային տարածքները: Այստեղից հասկանալի է դառնում կաբելի կառուցվածքում գոտկային մեկուսիչի օգտագործման նպատակահարմարությունը:
Ֆազային
և գոտկային մեկուսացումների հաստություններն ընտրվում են` հաշվի առնելով էլեկտրական
դաշտի լարվածությունը, որն առաջացնում է մեկուսացում աշխատանքային և երաշխիքային ռեժիմներում,
օրինակ, կաբելի մեկ ֆազի և պատյանի հետ կարճ միացման դեպքում: Աշխատանքային ռեժիմում
ինչպես հողանցման, այնպես էլ ցանցի չեզոք մեկուսացման դեպքում, ֆազերի միջև լարումը
հավասար է գծայինին, իսկ ֆազի և թաղանթի միջև լարումը` ֆազայինին, այսինքն`![]() անգամ քիչ:
Ուստի աշխատանքային ռեժիմների համար ֆազային և գոտկային մեկուսացումներում էլեկտրական
դաշտի միջին լարվածությունները կլինեն միատեսակ, եթե ջղերի միջև մեկուսացման հաստությունը
լինի մոտ
անգամ քիչ:
Ուստի աշխատանքային ռեժիմների համար ֆազային և գոտկային մեկուսացումներում էլեկտրական
դաշտի միջին լարվածությունները կլինեն միատեսակ, եթե ջղերի միջև մեկուսացման հաստությունը
լինի մոտ ![]() ավելի, քան ջղի և թաղանթի
միջև:
ավելի, քան ջղի և թաղանթի
միջև:
Ինչպես արդեն նշվեց, հետխորհրդային տարածքներում թողարկվող կաբելները նախատեսված են` մեկուսացված նեյտրալով ցանցերում շահագործելու համար: Այդպիսի ցանցերում, վթարային ռեժիմների դեպքում, հարևան չվնասված ֆազերի միջև լարումը հավասար կլինի այդ ֆազերի և թաղանթի միջև եղած լարմանը, այսինքն ցանցի գծային լարմանը, քանի որ մեկուսացված նեյտրալով թաղանթի հետ ֆազերից մեկի կարճ միացման դեպքում թաղանթը ընդունում է վնասված ֆազի պոտենցիալը: Հետևում է, որ վթարային ռեժիմի դեպքում ֆազային և գոտկային մեկուսացումներում էլեկտրական դաշտի լարվածությունների հավասարությունը պահպանելու համար անհրաժեշտ է դրանք ընտրել նույն հաստության:
20…35 կՎ լարման համար պետք է բավականին մեծացնել ինչպես ֆազային, այնպես էլ գոտկային տոգորված թղթով մեկուսացումը, ինչը տնտեսապես արդարացված չէ և չի ապահովում կաբելի անհրաժեշտ հուսալիությունը: Ուստի այդպիսի լարումների համար կիրառվում են տոգորված թղթե մեկուսիչով և առանձին էկրանավորված ջղերով կաբելներ, որոնցում յուրաքանչյուր մեկուսացված ջղի մակերեսին տեղադրվում է էկրան կամ և էկրան, և մետաղական թաղանթ: Ինչի արդյունքում մեկուսացումում էլեկտրական դաշտի գծերն ունենում են շառավղային ուղղություն: Հայրենական պրակտիկայում թղթե մեկուսացմամբ 20…30կՎ լարման եռաջիղ կաբելները պատրաստվում են առանձին կապարե պատյաններ ունեցող ջիղերով, (նկ.1.8.2):
Այդ կաբելների հոսանքահաղորդիչ ջղերը խտացված են: Խտացման դեպքում ոչ միայն փոքրանում է ջղերի տրամագիծը, այլև հարթվում է մակերեսը, ինչը թղթե մեկուսացումում էլեկտրական դաշտը դարձնում է հավասարաչափ: Կիսահաղորդիչ թղթից էկրանը նպաստում է մակերեսին էլեկտրական դաշտի լրացուցիչ ուղղմանը: Այս տիպի մալուխների սահմանափակ քանակն ունի ալյումինե թաղանթ, սակայն այդպիսի կաբելներին բնորոշ է բարձր կոշտությունը:
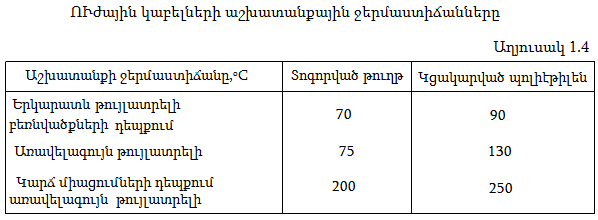
6…35կՎ լարումով կաբելների մեկուսացումը կարող է տոգորվել չհոսող բաղադրիչներով, ինչը թույլ կտա այդ կաբելները տեղադրել տարբեր մակարդակ ունեցող թեք և ուղղահայաց մայրուղիներում: Սակայն այժմ որոշում է ընդունվել միջին լարման բաշխիչ ցանցերում կիրառել կցակարված պոլիէթիլենային մեկուսացումով կաբելներ: Դա ոչ միայն կապված է այդ կաբելների առավելությունների հետ, համեմատած տոգորված թղթե մեկուսացումով կաբելներին, այլև նրա հետ, որ վերջիններիս` հատկապես ալյումինե թաղանթով կաբելների տեսակարար վնասվածությունը, ունի բարձրացման կայուն միտում: Կցակարված պոլիէթիլենային մեկուսացումով կաբելները թույլատրում են շահագործման բարձր ջերմաստիճան` տոգորված թղթե մեկուսացումով կաբելների համեմատ (աղ. 1.4):
Կցակարված
պոլիէթիլենային մեկուսացման աշխատանքային ջերմաստիճանի բարձրացման հաշվին կաբելների
երկարատև թույլատրելի բեռնվածության հոսանքները մեծանում են![]() հողում տեղակայելու
դեպքում և
հողում տեղակայելու
դեպքում և ![]() օդում տեղակայելու դեպքում՝
համեմատած տոգորված թղթե մեկուսացումով կաբելների հետ:
օդում տեղակայելու դեպքում՝
համեմատած տոգորված թղթե մեկուսացումով կաբելների հետ:
Կցակարված պոլիէթիլենի ջերմակայունության բարձրացմանը հասնում են գծային մոլեկուլների ուղղահայաց կցակարի հաշվին: Սակայն հարկավոր է հաշվի առնել, որ այդպիսի կաբելների կառուցման և պատրաստման տեխնոլոգիային առաջադրվում են բարձր պահանջներ, որպեսզի բացառվի ՊԷ մեկուսացումում այսպես կոչված «ջրային» տրինգների` ծառատիպ կամ այլ տեսակի գոյացությունների առաջացումը և ձևավորումը: Վերջիններս կաբելի շահագործման ժամանակ կարող են հանգեցնել նրա ծակմանը:
Կցակարված պոլիէթիլենով մեկուսացումը չպետք է պարունակի օդային, գազային և այլ օտար ներառումներ (թույլատրվում է միայն ներառում միկրոնային մակարդակով): Մալուխի կառուցվածքը և պատրաստման եղանակը պետք է ապահովեն մեկուսացումում խոնավության բացակայությունը, որպեսզի բացառվի ջրային տրինգի աճը: Արտամղված պոլիէթիլենային մեկուսացման մակրո և միկրոկառուցվածքը չպետք է պարունակի էլեկտրականորեն թույլ տեղամասեր, նրանում չպետք է առաջանան մեխանիկական լարումներ:
Կաբելների պատրաստման ժամանակ որակի հսկողությունը և տեխնոլոգիական կուլտուրայի մակարդակը պետք է խստորեն բավարարեն նորմերին և ապահովեն համապատասխան տեխնիկական միջոցներով` կաբելի երկրաչափական կարգաբերումով, պոլիէթիլենի մաքրության հսկման համակարգով և այլն: Նկ. 1.8.3-ում ցույց է տրված 10 կՎ լարումով կցակարված պոլիէթիլենային մեկուսացումով միաջիղ կաբելների տիպային կառուցվածքը: Խոնավ գրունտներում շահագործման դեպքում կաբելի կառուցվածքը խոչընդոտում է ջրային տրինգի աճին տրամագծային և առանցքային ուղղությամբ:
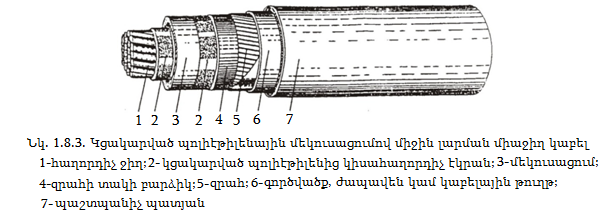
1.8.3. Բարձր լարման ուժային կաբելներ
Այս դասին են պատկանում 110, (150), 220, (330), (380), և 500 կՎ լարման կաբելները, որոնք ընդունված են Ռուսաստանում և ԱՊՀ երկրներում: 150, 330 և 380 կՎ լարումներն օգտագործվում են միայն առանձին դեպքերում:
Այս կաբելները նախատեսված են (60-620 ՄՎ.Ա) բարձր հզորության էլեկտրաէներգիա հաղորդելու համար: Բարձր լարման ուժային կաբելներն օգտագործվում են խոշոր քաղաքների պայմաններում՝ որպես խոր մուտքեր դեպի էլեկտրաէներգիայի սպառման կենտրոններ (քաղաքային ենթակայանների սնուցման համար կիրառվում են 110…220կՎ լարման կաբելներ): Բացի այդ, այդպիսի կաբելները նախատեսված են 220 և 500 կՎ լարումների դեպքում խոշոր հիդրո և ջերմակայանների հզորության ելքի համար, ինչպես նաև էներգոտար արտադրական համալիրների սնուցման համար (ավտոգործարաններ, մետալուրգիական և քիմիական ձեռնարկություններ):
Բարձր լարմանէլեկտրական մեկուսացմանը առաջադրվում են բարձրագույն պահանջներ էլեկտրական ամրության և ծառայության երկար ժամանակի (35 տարի և ավելի) ընթացքում բարձր հուսալիության մասով: Այդպիսի լների մեկուսացումում էլեկտրական դաշտի լարվածությունը 7-ից մինչև 15 կՎ/մմ է, այսինքն՝ ամենաբարձրը՝ համեմատած ցանկացած էլեկտրատեխնիկական սարքերի և սարքավորումների դաշտերի լարվածությունների: Էլեկտրական դաշտի լարվածությունը գլխավոր պարամետրերից մեկն է, որն ապահովում է կաբելների ամենաընդունելի կառուցվածքային չափսերը: Էլեկտրական դաշտի այդպիսի լարվածությունների դեպքում լուրջ խնդիրներ են առաջանում, երի աշխատանքի անհրաժեշտ ռեսուրսների ապահովման տեսանկյունից: Այդ խնդիրները հաջողությամբ լուծվել են երկու տեսակի էլեկտրական մեկուսացման համար` տոգորված թղթով, որը յուղալցված կաբելներում աշխատում է յուղի ավելցուկային ճնշման տակ, և համապատասխան տեխնոլոգիայի կիրառման կցակարված պոլիէթիլենայինում, որն ապահովում է մաքրություն և պահանջում է մեկուսացման որակ:
Յուղալցված կաբելների պատրաստման տեխնոլոգիայում և կառուցվածքում միջոցներ են ձեռնարկված, որպեսզի ապահովվի մեկուսացման հուսալի աշխատանքը էլեկտրական դաշտի բարձր լարվածությունների դեպքում`
· Շահագործման ժամանակ կաբելի մեկուսացումն անընդհատ գտնվում է մեկուսացման յուղի ավելցուկային ճնշման տակ, նրանում մասնակի լիցքաթափման կանխման համար,
· Կաբելի պատրաստման տեխնոլոգիան հաշվի է առնում մեկուսացման և յուղի ջերմավակուումային մանրակրկիտ մշակումը, որպեսզի ապահովվեն նվազագույն դիէլեկտրիկական կորուստներ, որոնցով էլ որոշվում են կաբելի աշխատանքի բարձր ռեսուրսները:
Յուղով լցված ցածր ճնշման կաբելները մակնիշավորվում են`
МНС - կապարե պատյանով կաբել` ամրացնող և պաշտպանիչ ծածկույթներով:
МНСК - նույնը, բայց պաշտպանիչ ծածկույթները պարունակում են ցինկապատ պողպատյա կլոր լարերից ոլորված շերտ:
МНСШВ - նույնը, միայն պաշտպանիչ ծածկույթները պատրաստված են պոլիվինիլքլորիդային պլաստիկատից ճկափողի ձևով:
МНАШВ - ալյումինե պատյանով կաբել, պաշպանիչ ծածկույթը պոլիվինիլքլորիդային պլաստիկատից է ճկափողի ձևով:
МНАГШВ - նույնը, միայն ծալքավոր ալյումինե պատյանով:
МНС մակնիշի կաբելի կառուցվածքը բերված է նկ.1.8.4 ա) -ում:
Յուղով լցված բարձր ճնշմամբ ուժային կաբելները (պողպատե խողովակներում) մակնիշավորվում են`
МВДТ- Սույն կաբելներն արտադրվում են 110, 220, 380 և 500կՎ փոփոխական լարումների համար: Այդպիսի կաբելի կառուցվածքը բերված է նկ.1.8.4 բ) -ում:
Կաբելային գիծը երեք մեկուսացված և էկրանավորված ջղեր են, որոնք տեղադրվում են 219 կամ 273մմ տրամագծով և 10մմ պատի հաստությամբ պողպատե խողովակի մեջ: Տեղադրումը հեշտացնելու համար մեկուսացված և էկրանավորված պղնձե ծակոտաժապավենի վրայից փաթաթվում են մեծ քայլով (100-300 մմ) սահող կիսակլոր պղնձե կամ բրոնզե լարեր, որից հետո պողպատե խողովակը լցվում է մածուցիկ յուղով 1.5ՄՊա ճնշման տակ: Հոսանքատար ջղերը (120-700մմ2 հատույթով) պատրաստում են փափուկ պղնձյա լարերից, իսկ 600-700մմ2 և ավելի հատույթով ջղերը, հաշվի առնելով մակերևութային և մոտիկության էֆեկտներից առաջացած կորուստները, ոլորվում են մի քանի (հաճախ չորս) մեկուսացված կաբելային թղթե ժապավենով սեկտորներից:
МВДТ մակնիշի կաբելների մեկուսացման էլեկտրական ամրությունը ավելի բարձր է, քան ցածր և միջին ճնշման կաբելներում, որը բացատրվում է մեկուսացման բարձր ճնշման տակ գտնվելով: Պողպատե խողովակը հուսալի պաշտպանում է կաբելային գիծը մեխանիկական վնասվածքներից, որն իր հերթին՝ զգալիորեն բարձրացնում է նրա շահագործման հուսալիությունը:
Գազով լցված կաբելներում մեկուսացման մեջ ճնշման տակ մղվում է գազ (սովորաբար ազոտ): Համապատասխան ճնշման մեծության կաբելները լինում են` բարձր (1,2-1,5ՄՊա), միջին (0,3-0,6ՄՊա) և ցածր (0,15-0,20ՄՊա) ճնշման: Այս տեսակի կաբելները ունեն մետաղյա պատյան, ջղերի և մեկուսացման վրա վրադրվում են կիսահաղորդիչ ժապավենային էկրաններ:
Նկ. 1.8.4 -ում բերված է պողպատե խողովակում ցածր և բարձր ճնշման յուղալցված կաբելների կառուցվածքները:
Բարձր լարման ԿՊԷ մեկուսացումով կաբելները, համեմատած յուղալցված կաբելների հետ, ունեն շահագործման մի քանի առավելություններ.
- չեն պահանջում յուղի համալրման և ճնշման ազդանշանային համակարգեր, փոքրանում են կապիտալ ծախսերը և սպասարկման աշխատատարությունը,
- բարձր աշխատանքային ջերմաստիճան, որը թույլ է տալիս մեծացնել էներգիայի բացթողման հնարավորությունը,
- բարձր կայունությունը գերլարման և կարճ միացման ժամանակ,
- տարբեր մակարդակներում անսահմանափակ տեղակայում,
- չի պարունակում յուղ, կապար, հեշտանում է մոնտաժը, շահագործումը, և վերանում են էկոլոգիապես ոչ պիտանի գործոնները,
- շահագործման մեջ հուսալի են և պահանջվում են փոքր ծախսեր կաբելային գծերի վերականգնման և շահագործման ժամանակ,
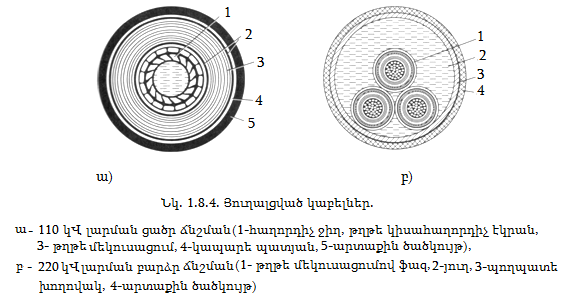
- փոքր քաշը և ճկման թույլատրելի տրամագիծը,
- մեծ շինարարական երկարությամբ կաբելների պատրաստման հնարավորությունը,
- թույլ է տալիս ստանալ մեկուսացման բարձր որակ, որը բավարարում է ժամանակակից ստանդարտներին:
110կՎ և բարձր լարման ԿՊԷ մեկուսացումով կաբելները պատրաստվում են միայն միաջիղ պոլիէթիլենային և պոլիվինիլքլորիդային պլաստիկատներից արտաքին փողրակներով, պողպատե ժապավենային զրահով, պողպատե կլոր լարերից զրահով, խոնավության տարածումն արգելակող շերտով, այրումը չտարածող պաշտպանիչ փողրակներով, ցածր ծխանջատող և գազաանջատող, հալոգեններ չպարունակող պաշտպանիչ պատյաններով:
Նկ.1.8.5-ում բերված է միաջիղ կարված պոլիէթիլենային մեկուսացումով ուժային կաբելի կառուցվածքը.

1.8.4. Հաստատուն հոսանքի բարձր լարման կաբելներ
Վերջին ժամանակաները շատ լայն կիրառում է գտել հաստատուն հոսանքի էլեկտրահաղորդման կառուցումը: Շատ հաճախ այդ համակարգերի համար անհրաժեշտ են կաբելներ, որոնք կարող են օգտագործվել որպես մագիստրալային, փոխարինող օդային էլեկրահաղորդման գծերի առանձին հատվածներ, նաև կերպափոխիչ ենթակայաններում առանձին տարրերի և սարքավորման խմբերի միացման համար (բևեռային և ելքային կաբելներ): Հաստատուն հոսանքի տեղափոխման ժամանակ օգտագործում են միաբևեռ տարբերակներ` համասեռ գիծ, որտեղ հետադարձ լարի դերը կատարում է հողը: Եթե հաղորդման համար նախատեսված է երկու շղթա տարբեր բևեռներով, ապա այդպիսի համակարգը կոչվում է երկբևեռ: Այդ կապակցությամբ հաստատուն հոսանքի կաբելները մշակվում են միաջիղ կամ երկջիղ կատարմամբ: Պետք է նշել, որ տոգորված թղթե մեկուսացման աշխատանքի պայմանները հաստատուն էլեկտրական դաշտում շատ ավելի թեթև են, քան փոփոխական դաշտում, էլեկտրական դաշտի լարվածության հարմարավետ բաշխման և իոնացման գործընթացների դանդաղեցման շնորհիվ, որի պատճառով հաստատուն հոսանքի կաբելների մեկուսացման հաստությունը շատ ավելի փոքր է, քան փոփոխական հոսանքի կաբելներում՝ նույն աշխատանքային լարման կիրառմամբ: Հաստատուն հոսանքի կաբելները լինում են հիմնակնում` տոգորված մածուցիկ յուղային բաղադրությամբ թղթե մեկուսացումով կաբելներ, յուղով լցված կաբելներ և գազով լցված կաբելներ: Հաստատուն հոսանքի 220կվ լարման կաբելները արտադրվում են մածուցիկ տոգորումով 12…14մմ հաստությամբ թղթե մեկուսացումով: Նկ.1.8.6-ում բերված է հաստատուն հոսանքի 400կՎ լարման պողպատե խողովակում կաբելի կառուցվածքը:
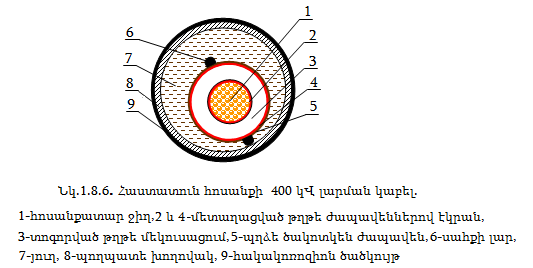
1.8.5. Էլեկտրահաղորդման օդային գծերի հաղորդալարեր
35…1150կՎ էլեկտրահաղորդման օդային գծերում, ինչպես նաև էլեկտրիֆիկացված տրանսպորտում օգտագործվում են չմեկուսացված հաղորդալարեր. դրանք հիմնականում բաղկացած են մեկ կամ մի շարք ոլորված կամ հյուսված մետաղյա լարերից, ընդ որում, որպես հաղորդիչ մետաղ օգտագործվում են հիմնականում պղինձը, ալյումինը և ինչպես նաև դրանց համաձուլվածքները: Այդ հաղորդալարերի մեխանիկական ամրությունը մեծացնելու նպատակով դրանց միջուկը պատրաստվում է պողպատյա լարերից:
Հաղորդալարերը քիմիական ազդակներից պաշտպանելու համար դրանց մեջ օգտագործվող պղնձե լարերը անագապատում են, իսկ պողպատե լարերը` ցինկապատում:
Այս հաղորդալարերի հիմնական տեսակն էլեկտրահաղորդման օդային գծերի հաղորդալարերն են, որոնք հետևյալ մակնիշների են`
A – 7-ից 61 AT մակնիշի ալյումինի է 1,7…4,1մմ տրամագծի լարերի ոլորվածք, 16…800քառ.մմ կտրվածքի մակերեսով,
AC – պողպատե ցինկապատված լարերի 1.8…101.8մմ2 կտրվածքի միջուկով և 10…1250մմ2 ալյումինե լարերի ոլորվածք, որոնց կառուցվածքները բերված են նկ. 1.8.7-ում:
Օդային գծերի հուսալիության բարձրացման նպատակով վերը նշված հաղորդալարերի միջշերտային օդային տարածքը լցոնվում է հատուկ պաշտպանիչ ածուխ պարունակող քսուքով (смазка):
Բացի վերը նշված երկու տիպի հաղորդալարերից, որոնց ծառայության ժամկետը կազմում է 4…8 տարի, վերջին տարիներին արտասահմանյան մի շարք երկրներում վերջինները սկսվել են փոխարինվել Al-Mg-Si հիմքով համաձուլվածքներով:
Այդ համաձուլվածքների հիմքով ստեղծված էլեկտրահաղորդման օդային գծերի հաղորդալարերն իրենց մեխանիկական ամրությամբ, էլեկտրական դիմադրությամբ և կշռով չեն զիջում վերը նշված երկու տիպի հաղորդալարերին, սակայն դեռևս չեն կիրառվում ԱՊՀ երկրներում:
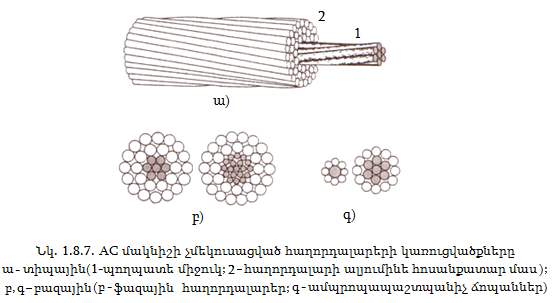
Վերջին տարիներին օդային հաղորդման 10…35կՎ լարման գծերում սկսել են օգտագործվել մեկուսացված հաղորդալարեր, որոնց շնորհիվ մեծացվում է օդային էլեկտրահաղորդման գծերի հուսալիությունը և տնտեսական շահավետությունը:
Այս հաղորդալարերը (նկ.1.8.8) զրոյական մեկուսացված մեխանիկական մեծ ամրությամբ ջղի վրա ոլորված ալյումինե մեկուսացված երեք հիմնական ֆազային ջղերն են և փողոցային լուսավորության համար նախատեսված օժանդակ մեկուսացված ջղերը: Լարերի մեկուսացումները լուսակայուն պոլիէթիլենային են: Զրոյական մեկուսացված հաղորդալարը ոչ միայն ապահովում է հաղորդման գծի մեխանիկական ամրությունը, այլ նաև հանդիսանում է զրոյական աշխատանքային և պաշտպանիչ լար:
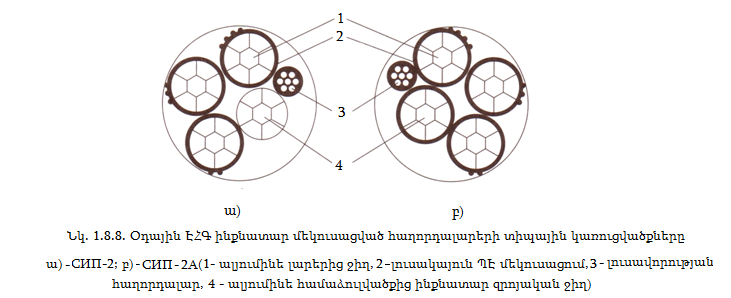
Չմեկուսացված հաղորդալարերի խմբին են պատկանում նաև կոնտակտային հաղորդալարերը, որոնք օգտագործվում են էլեկտրատրանսպորտը (տրամվայ, տրոլեյբուս և գնացքներ) էլեկտրաէներգիայով սնման համար:
Այս հաղորդալարերը պատրաստվում են հետևյալ մակնիշների` БрФ - բրոնզե ձևավոր, БрФО- բրոնզե ձևավոր օվալաձև, МК – պղնձե կլոր, МФ – պղնձե ձևավոր, МФО – պղնձե ձևավոր օվալաձև և ПКСА – հաղորդալար կոնտակտային պողպատե ալյումինային:
Չմեկուսացված հաղորդալարերի խմբին են պատկանում նաև բավականին փոքր տրամագծի պղնձե լարերից ոլորված կամ հյուսված հաղորդալարերը, որոնք օգտագործվում են ավտոմեքենաների, տրակտորների և կոմբայնների էլեկտրասարքավորումները, ինչպես նաև ռադիոկայանների, էլեկտրական մեքենաների և էլեկտրական վառարանների, ուժային կիսահաղորդիչ ապարատների և այլնի հողանցման համար:
Այս հաղորդալարերի մակնիշներն են`
АМГ – պղնձե հյուսվածք ավտոմեքենայի 16…50մմ2 կտրվածքով,
АМГЛ – նույնը անագապատված, 0.20 և 1.5մմ2 կտրվածքով,
МА– պղնձե անտենային, 1.5-ից մինչև 16.0մմ2 կտրվածքով,
МГ – պղնձե ճկուն, 1.5-ից մինչև 150մմ2 կտրվածքով,
МГЭ – նույնը էլեկտրավառարանների 240-ից մինչև 1000մմ2 կտրվածքով:
МОЩ – պղնձե խոզանակային միկրոկտրվածքների, 0.015…0.090մմ2 կտրվածքով,
ПГЛ – պղնձե անագապատված լարերից կիսահաղորդչային 0.16-ից մինչև 66մմ2 կտրվածքով,
ПЩ– պղնձե խոզանակային 0.04-ից մինչև 10մմ2 կտրվածքով:
Այս նույն հաղորդալարերից պատրաստվում է նաև արծաթապատված, որոնք օգտագործվում են ռազմական, օդային և ջրային բարձր հուսալիության սարքավորումներում, այդ դեպքում մակնիշի մեջ ներառվում է ռուսական С տառը, որը նշանակում է արծաթ (серебро), օրինակ ПСЩ– մակնիշի:
Օդային էլեկտրահաղորդման չմեկուսացված ալյումինե լարերը պատրաստվում են 10-ից մինչև 1000մմ2 կտրվածքի մակերեսով, ընդ որում, պողպատյա միջուկով հաղորդալարերի կտրվածքի մակերեսը նշվում է կոտորակով, օրինակ` AC 95/16, որտեղ 95մմ2 ալյումինե է, իսկ 16մմ2 պողպատե միջուկը:
Պղնձե չմեկուսացված լարերը պատրաստվում են 4-ից մինչև 400մմ2, բրոնզե հաղորդալարերը` 50-ից մինչև 300մմ2, իսկ կոնտակտային հաղորդալարերը` 30-ից մինչև 150մմ2 կտրվածքով:
Ալյումինապողպատյա ձևավոր կոնտակտային ПКСА լարը պատրաստվում է տրամվայ-տրոլեյբուսների սնման համար ընդհանուր 180մմ2 կտրվածքով, որից ալյումինի կտրվածքը կազմում է 125մմ2:
1.8.6. Պլաստմասսե և ռետինե մեկուսացումով կաբելներ, քուղեր և հաղորդալարեր
1.8.6.1. Պլաստմասսե և ռետինե մեկուսացումով կաբելներ
Տոգորված յուղով թղթամեկուսացումով
ուժային կաբելները, ունենալով բարձր էլեկտրական պարամետրեր և շահագործման ընթացքում
մեծ հուսալիություն, ունեն մի շարք էական թերություններ` բարդ պատրաստման տեխնոլոգիա,
ցածր արտադրողականություն, կաբելները պատրաստում են միայն մետաղական պատյանով, քանի
որ տոգորված թուղթը խոնավակայուն չէ, որը զգալիորեն թանկացնում և ծանրացնում է կառուցվածքը,
բացի այդ, տոգորող բաղադրության հոսունության պատճառով առաջանում են սահամանափակումներ
կաբելների ուղղահայաց տեղադրման դեպքում: Պլաստմասսե մեկուսացման օգտագործումն ուժային
կաբելներում զգալիորեն հեշտացնում է կաբելների պատրաստման տեխնոլոգիան: Հոսանքատար
ջղերի պլաստմասսե մեկուսացումը վրադրվում է արտամղման եղանակով որդնյակավոր մամլիչների
միջոցով: Այս տեխնոլոգիական պրոցեսն ունի ավելի մեծ արտադրողականություն, քան մեկուսացումը
թղթե ժապավենների փաթաթումով, բացի այդ, վերանում է մեկուսացման չորացման և տոգորման
անհրաժեշտությունը: Պլաստմասսայի օգտագործումը զգալիորեն թեթևացնում է կաբելի կառուցվածքը,
հեշտացնում է նրա տեղադրումը և մոնտաժը: Պլաստմասսե մեկուսացումով կաբելների առավելությունը
յուղով լցված կաբելների համեմատ, հատկապես նկատելի է բարձր լարման կաբելների (110կՎ
և բարձր) օգտագործման դեպքում: Յուղով տոգորված թղթե մեկուսացման փոխարինող հիմնական
նյութերն են` պոլիէթիլենը, պոլիվինիլքլորիդը և էթիլենպրոպիլենը: Թվարկված նյութերից
հիմնականում օգտագործում են պոլիէթիլենը, որն ունի մի շարք առավելություններ մյուս
նյութերի հանդեպ` բարձր էլետրական ամրություն, ճկունություն, խոնավակայունություն,
ցածր խտություն, ցածր![]() : Բացի
այդ, բոլոր նշված պոլիմերային նյութերից միայն պոլիէթիլենը կարելի է ստանալ շատ մաքուր
վիճակում, որը հնարավորություն է տալիս այն օգտագործել բարձր լարման ուժային կաբելների
մեկուսացման համար, որտեղ օգտագործում են վուլկանացված (կարված) պոլիէթիլեն, այսինքն`ունի
մոլեկուլների տա-րածական կառուցվածք: Այդպիսի պոլիէթիլենն ունի բարձր էլեկտրական
հատկություններ և բարձր ջերմակայունություն (90
: Բացի
այդ, բոլոր նշված պոլիմերային նյութերից միայն պոլիէթիլենը կարելի է ստանալ շատ մաքուր
վիճակում, որը հնարավորություն է տալիս այն օգտագործել բարձր լարման ուժային կաբելների
մեկուսացման համար, որտեղ օգտագործում են վուլկանացված (կարված) պոլիէթիլեն, այսինքն`ունի
մոլեկուլների տա-րածական կառուցվածք: Այդպիսի պոլիէթիլենն ունի բարձր էլեկտրական
հատկություններ և բարձր ջերմակայունություն (90![]() ) սովորական պոլիէթիլենի համեմատ
(70
) սովորական պոլիէթիլենի համեմատ
(70![]() ):
):
Այս կաբելներն արտադրվում են պղնձե և ալյումինե ջղերով պոլիէթիլենային և պոլիվինիլքլորիդային մեկուսացումով 0,66, 1, 3 և 6 կՎ փոփոխական լարումների համար:
Պլաստմասսե մեկուսացումով կաբելներն արտադրվում են 2, 3 և 4 ջղային, կլոր և սեկտորային հատույթներով, այս լարումով կաբելներում որպես մեկուսացում օգտագործում են ինչպես պոլիէթիլենը, այնպես էլ պոլիվինիլքլորիդը, ընդ որում` օգտագործում են ինչպես ջերմապլաստիկ, այնպես էլ կարված պոլիէթիլեն, 6կՎ լարումով կաբելներն ունեն էկրան միայն մեկուսացման վրայից:
Նշված կաբելները մակնիշավորվում են` ելնելով հետևյալ սկզբունքից: Առաջին А տառը նշանակում է, որ ջիղը ալյումին է, պղնձյա ջղերը չեն մակնիշավորվում: Երկրորդ տառը նշում է մեկուսացման նյութը (ПՊԷ, Пв - կարված ՊԷ, В - ՊՎՔ): Հաջորդ տառերը П և В նշանակում են ճկափողի (շլանգի) առակյությունը պոլիէթիլենից (П) կամ պոլիվինիլքլորիդից (В): Պաշտպանիչ ծածկույթների և զրահի տեսակը նշվում են Б, БГ, Г տառերով:
Տարբեր լարումների կաբելների մեկուսացման մոտավոր հաստությունները բերված են աղյուսակ 1.5-ում:
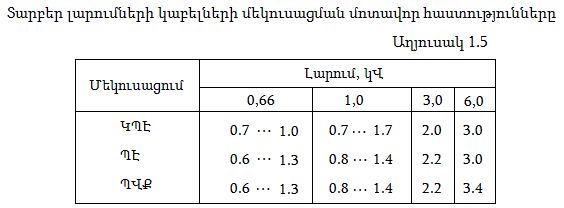
Պոլիվինիլքլորիդային պլաստիկատն իր էլեկտրամեկուսիչ հատկություններով զիջում է պոլիէթիլենին: Լայն կիրառություն ունեն 660Վ լարման ալյումինե ջղերով մինչև 50 մմ2 հատույթով պլաստմասսե մեկուսացումով պոլիվինիլքլորիդային պատյանում` АВВ (ՊՎՔ մեկուսացումով) և АПВ (ՊԷ մեկուսացումով) մակնիշների ուժային կաբելները:
Ռետինե մեկուսացումով կաբելներ: Ռետինե մեկուսացումով կաբելներն ավելի ճկուն են, սակայն իրենց էլեկտրամեկուսիչ հատկություններով զիջում են տոգորված թղթե և պլաստմասսե մեկուսացումով կաբելներին: Բացի այդ, մեկուսիչ ռետինները ժամանակի ընթացքում վատացնում են իրենց էլաստիկությունը, ինչպես նաև ֆիզիկամեխանիկական և էլէկտրամեկուսիչ հատկությունները: Ռետինե մեկուսացումով կաբելները պատրաստվում են անշարժ տեղակայման համար փոփոխական հոսանքի շղթաներում 660Վ լարումով(կամ հաստատուն հոսանքի 1000 Վ լարումով), ինչպես նաև 3, 6 և 10 կՎ լարումով հոսանքի շղթաներում:
Այս կաբելների մեկուսացման համար կիրառվում է РТИ-1 տեսակի ռետին: Կաբելների մեկուսացման հաստությունը, կախված հոսանքատար ջղի հատույթից, բերված է աղյուսակ 1.6-ում:
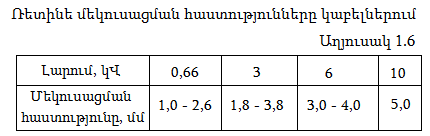
Ռետինե մեկուսացումով կաբելները կարող են արտադրվել պոլիվինիլքլորիդային պատյանով, զրահավորված երկու պողպատյա ժապավեններով, արտաքին ծածկույթով (АВРБ և ВРБ մակնիշների) և առանց նրան (АВРБГ և ВРБГ մակնիշների): Համանման կառուցվածքներ արտադրվում են չվառվող (նաիրիտային) ռետինից (АНРБ, НРБ, АНРБГ, НРБГ մակնիշներով):
Հանքահորային կաբելներ: Փոխակրիչներին և այլ մեխանիզմներին էլեկտրական էներգիա հաղորդելու համար կիրառվում են ГРШЭ մակնիշի ռետինե մեկուսացումով և ռետինե չվառվող պատյանում էկրանավորված ճկուն հանքահորային կաբելներ: Հիմնական ջղերի կտրվածքը 3х4...3х70 մմ2, իսկ հողանցող ջղերինը 1х2,5...1х10 մմ2 սահմաններում է: Հիմնական ջղերի մեկուսացման հաստությունը պետք է լինի 1,6...2,2մմ, իսկ ռետինե պատյանի հաստությունը՝ 4,0...4,5մմ սահմաններում:
Ռետինե պատյանով կաբելներ: Այս կաբելները կիրառվում են լեռնահանքային արդյունաբերությունում և լինում են հետևյալ տեսակների: Գետնափոր մեքենաների համար մակնիշավորումը, անվանումը և կիրառման բնագավառը բերված են աղյ. 1.7-ում:
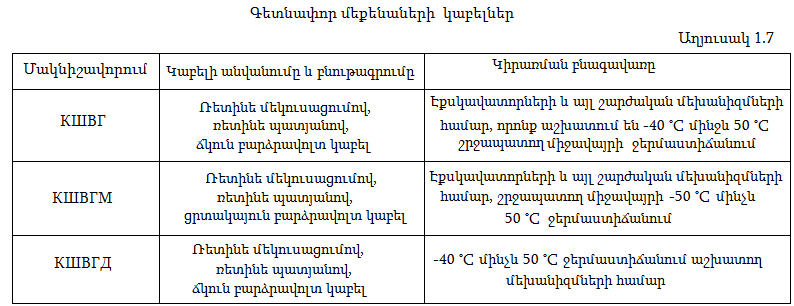
Նավթային արդյունաբերության և գեոֆիզիկական աշխատանքների համար կաբելներ: Այս խմբի կաբելները նախատեսված են նավթահորեր իջեցվող 1000Վ լարման պոմպի էլեկտրաշարժիչի սնման համար: Կաբելներն արտադրվում են ՊԷ մեկուսացումով, ՊԷ պատյանով և պողպատե ժապավենային զրահով, երկու մակնիշների՝ կլոր ոլորված (КПБК) կամ զուգահեռ դասավորված (КПБП) ջղերով : Կլոր տիպի КПБК մակնիշի կաբելների զրահների ցինկապատված պողպատե ժապավենները պրոֆիլացվում են և տեղադրվում S-ձևի պրոֆիլի փականով, իսկ հարթ տիպի КПБП մակնիշի կաբելներինը՝ դրական վրածածկով աստիճանային պրոֆիլով և նախատեսված են սնող КПБК մակնիշի կաբելը պոմպի էլեկտրաշարժիչի հետ միացնելու համար:
КТШЭ մակնիշի
կաբելները արտադրվում են ռետինե
մեկուսացումով և նավթակայուն ռետինե պատյանով 25, 35 և
50 մմ2 հատույթի մեկ, երկու և երեք հոսանքատար ջղերով: Նախատեսված
են էլեկտրահորատների էլեկտրաշարժիչին մինչև 3 կՎ փոփոխական լարման
էլեկտրաէնէրգիա հաղորդելու համար մինչև 122,5 ՄՊա հիդրոստատիկ
ճնշման և 100![]() ջերմաստիճանի
շրջապատող հեղուկի պայմաններում:
ջերմաստիճանի
շրջապատող հեղուկի պայմաններում:
Ճկուն կաբելներ: Նախատեսված են տարբեր շարժական մեխանիզմների միացման, նաև` փոփոխական հոսանքի մինչև 600Վ լարման տակ աշխատող ստացիոնար սարքերի համար: Կաբելները պատրաստվում են պղնձե և ալյումինե ջղերով սովորական ռետինե պատյանում (КРПГ - բարձր ճկունության, КРПТ և АКРПТ) նաև ռետինե յուղաբենզակայուն պատյանում, որն այրում չի տարածում (КРПТН և АКРПТН):
Նավային կաբելներ: Այս կաբելների նախագծման
ժամանակ նկատի է առնվում, որ շահագործման ընթացքում շրջապատի ջերմաստիճանը կարող է
լինել շարժական տեղակայման դեպքում -30-ից մինչև +45![]() , անշարժ տեղակայման դեպքում՝
-40-ից մինչև +45
, անշարժ տեղակայման դեպքում՝
-40-ից մինչև +45![]() , իսկ
հարաբերական խոնավությունն ոչ ավելի քան 98,2
, իսկ
հարաբերական խոնավությունն ոչ ավելի քան 98,2![]() : Բոլոր նավային կաբելները,
որոնք հիմնականում պատրաստում են ռետինե մեկուսացումով, կարելի է բաժանել երեք
խմբի`
: Բոլոր նավային կաբելները,
որոնք հիմնականում պատրաստում են ռետինե մեկուսացումով, կարելի է բաժանել երեք
խմբի`
· Ուժային և լուսավորության սարքավորումների սնման կաբելներ անշարժ տեղակայման, ինչպես նաև շարժական և փոխադրովի հոսանքընդունիչների միացման համար: Այս կաբելները արտադրվում են 700Վ աշխատանքային լարման փոփոխական հոսանքի 400Հց հաճախականության կամ 1000Վ հաստատուն հոսանքի համար:
· Վերահսկման շղթաների և հեռախոսային կապի կաբելներ: Այս կաբելները նախատեսված են ստացիոնար տեղակայման համար և կարող են շահագործվել փոփոխական հոսանքի՝ մինչև 380Վ լարման կամ 500Վ հաստատուն հոսանքի դեպքում:
· Հերմետիկացված կաբելներ ներքին նավային և նավերի եզրերից դուրս տեղադրման համար: Այս կաբելները նախատեսված են ստացիոնար տեղադրման համար նավերի ներսում, ինչպես նաև նավերի եզրերից դուրս տեղակայման՝ մինչև փոփոխան հոսանքի 700Վ լարման և 1000Վ հաստատուն հոսանքի սարքավորումներում: Այս կաբելները պատրաստվում են պղնձե և ալյումինե ջղերով, ռետինե մեկուսացումով, սովորական ռետինե կամ յուղակայուն և չվառվող պատյանով: Առանձին կոնստրուկցիաներում ռետինե պատյանի վրայից տեղադրվում է ցինկապատված պողպատե կամ պղնձե լարերից հյուսվածք:
Մեկուսացված ուժային հաղորդալարերի տեսականին բավականին բազմազան է: Սրանց դերն է ուժային և լուսավորության ցանցերում էլեկտրական էներգիա տեղաբախշելու, օդում և շինություններում անշարժ և շարժական տեղակայման մեքենաների, մեխանիզմների, հաստոցների և ապարատներ էլեկտրասարքավորումների մոնտաժման համար: Այս հաղորդալարերն օգտագործվում են նաև էլեկտրական մեքենաների, ապարատների և սարքերի փաթույթների սնուցման ելուստներ, տարբեր նշանակության տաքացուցիչ էլեմենտների սնուցման համար: ՈՒժային հաղորդալարերի հիմական զանգվածի ջղերը պատրաստվում են բոլոր ճկունության դասերի պղնձից, անագապատված պղնձից և ալյումինից: Ջղերի քանակն ընտրվում է հետևյալ շարքից` 1…8, 10, 12, 14, 16, 19, 24, 30 և 37, իսկ հատույթը` 0,2…300,0 մմ2:
Ուժային հաղորդալարերի մեկուսացումները պատրաստվում են ռետինից (այրումը չտարածող, բարձր ջերմակայունության կամ ցրտակայունության, սիլիցիումօրգանական), ՊՎՔ, ՊԷ, պոլիմերային ժապավեններից, թելային փաթաթվածքից հյուսվածքից, ինչպես նաև վերջին երկուսից միասին: Որոշ դեպքերում, ըստ շահագործման բնագավառների, հաղորդալարերը կարող են լինել միաշերտ, երկշերտ, եռաշերտ և քառաշերտ նույն նյութից կամ երկու տարբեր նյութերից, ինչպես նաև տարբեր տիպի մեկուսացումների համադրումից: Պաշտպանիչ պատյանները նույնպես կարող են լինել նշված նյութերից:
Հաղորդալարերը
կարող են ունենալ էկրան մեկուսացված ջղերի կամ դրանց ոլորվածքի վրա, իսկ որոշ դեպքերում
մեկուսացման կամ պատյանի վրա տեղադրված հյուսվածք կամ փաթաթվածք՝ բնական ու սինթետիկ
թելերից: Հաղորդալարերը թողարկվում են 50 կամ 400Հց հաճախության 220, 380, 660,
1140, 3000, 6000 և 10000Վ փոփոխական և 0,7; 1,0; 2,0; 3,0; 4,0; 6,0 և 10կՎ հաստատուն
անվանական լարումների հաղորդալարերը շահագործվում են -(40…60)![]() մինչև 50…70
մինչև 50…70![]() ջերմաստիճանի տիրույթ ունեցող շրջապատող
միջավայրում:
ջերմաստիճանի տիրույթ ունեցող շրջապատող
միջավայրում:
Այս հաղորդալարերի
երկարատև թույլատրելի աշխատանքային ջերմաստիճանը 60…70![]() է սովորական ռետինե, ՊՎՔ, ՊԷ և
բնական թելային, 90
է սովորական ռետինե, ՊՎՔ, ՊԷ և
բնական թելային, 90![]() –
ԿՊԷ-ից, 105
–
ԿՊԷ-ից, 105![]() – ջերմակայուն ՊՎՔ-ից
և 155…180
– ջերմակայուն ՊՎՔ-ից
և 155…180![]() – սիլիցիումօրգանական
ռետինե մեկուսացումների դեպքում:
– սիլիցիումօրգանական
ռետինե մեկուսացումների դեպքում:
Ռետինե և պլաստմասսայե մեկուսացումով տեղակայման լարեր: Այս լարերի տեսականին բավականին մեծ է: Մինչև 1960-62 թթ. ԱՊՀ երկրներում ռետինե մեկուսացումով տեղակայման հաղորդալարերի հիմնական տեսակներն արտադրվել են և կիրառվել տարբեր բնագավառներում անշարժ և շարժական մեխանիզմներին էլեկտրական էներգիա մատակարարելու համար: Այդ հաղորդալարերում ռետինե մեկուսացման վրա ունեին բամբակե թելային հյուսվածք առանց լաքապատման (ПР, АПР, ПРГ) և լաքապատված (ПРЛ, АПРЛ, ПРГЛ): Այս հաղորդալարերի թելային հյուսվածքները փոխարինվեցին չայրվող նաիրիտե կաուչուկի հիմքով ռետինե պաշտպանիչ շերտով (ПРН, АПРН, ПРГН), ընդ որում, այս երկու շերտերը վրադրվեցին միաժամանակ երկու զույգված էքստրուդերներով: 70-ական թվականներին մշակվեցին ՊՎՔ մեկուսացմամբ տեղակայման հաղորդալարերը (ПВ, ПГВ, УВГ, УВОГ, АПВ, ППВ, АППВ), որոնց հիման վրա մշակվեց ГОСТ 6223-79, որում ներառվեցին հետևյալ հաղորդալարերը` ПВ1, ПВ2, ПВ3, ПВ4, ППВ, АППВ: Այս հաղորդալարերն արտադրվում և կիրառվում են մինչ այժմ:
ПВ1 - հաղորդալար՝ ՊՎՔ մեկուսացումով, ջիղը ճկունության 1-ին դասի, հատույթը` 0,5…95 մմ2, ПВ2- նույնն է ինչ ПВ1-ը, բայց ջիղը ճկունության 2-րդ և 3-րդ դասերի, հատույթը` 2,5 – 95 մմ2, ПВ3- ջիղը ճկունության 4-րդ դասի, հատույթը` 0,5…95 մմ2, ПВ4- ջիղը ճկունության 5-րդ և 6-րդ դասերի, հատույթը` 0,5…10,0 մմ2, АПВ- նույնն ինչ ПВ1-ն է, բայց ալյումինե ջղերով, հատույթը` 2,5…95 մմ2, ППВ- զուգահեռ տեղադրված 1,0 մմ լայնությամբ և 0,5մմ հաստությամբ բաժանիչ հիմքով, ջղերի քանակը` 2 կամ 3, հատույթը` 0,75…4,0 մմ2 АППВ նույնն ինչ ППВ-ն է, բայց ալյումինե ջղերով, հատույթը` 2,0…6,0 մմ2:
Ելուստային հաղորդալարեր: Հաջորդ
լայն տարածում ունեցող ուժային հաղորդալարերի խմբին են պատկանում
էլեկտրական մեքենաների, ապարատների և սարքերի փաթույթների ելուստային ծայրերի
համար նախատեսված հաղորդալարերը, որոնք էլ անվանվում են ելուստային:
Այս հաղորդալարերի
մշակման և արտադրությունում ներդման գործընթացները սերտորեն կապված էր էլեկտրամեքենաշինության
զարգացման հետ: Սրանք միաջիղ հաղորդալարեր են: Հոսանքատար ջիղը պղնձից է և ունի
բարձր ճկունություն: Հաղորդալարերի կառուցվածքը և
մեկուսացման նյութը բնորոշվում է՝ ելնելով շահագործման պայմաններից և, առաջին
հերթին, աշխատանքային ջերմաստիճանով: Ելուստային հաղորդալարերը,
որպես կանոն, մեկուսացման վրա չունեն պաշտպանիչ պատյաններ, անհրաժեշտության
դեպքում դրանց կառուցվածքում ներառվում է պաշտպանիչ ծածկույթ լաքապատված թելային
հյուսվածքի տեսքով: Հոսանքատար ջղերի հատույթը կազմում է 0,5–120 մմ2, հաղորդալարերը
նախատեսված են 0,11-ից մինչև 10կՎ փոփոխական լարման, աշխատանքային ջերմաստիճանի
տիրույթը` -60-ից մինչև 200![]() :
:
Այս հաղորդալարերի ամենահին և միչև այժմ ԱՊՀ երկրներում
թողարկվող ներկայացուցիչն է РКГМ մակնիշի հաղորդալարը,
որի մեկուսացումը սիլիցիումօրգանական ռետինից է ապակեթելային հյուսվածքե պաշտպանիչ
ծածկույթով տոգորված ջերմակայուն լաքով: Թողարկվում է 0,75...120մմ2
հատույթի պղնձե ջղերով, շահագործման ջերմաստիճանը` -60-ից մինչև 180![]() : Օգտագործվում են մինչև 400Հց
հաճախության 600Վ լարման էլեկտրասարքավորումներում, ագրեսիվ միջավայրի ազդեցության
բացակայության դեպքում:
: Օգտագործվում են մինչև 400Հց
հաճախության 600Վ լարման էլեկտրասարքավորումներում, ագրեսիվ միջավայրի ազդեցության
բացակայության դեպքում:
Ելուստային հաղորդալարերի ներկայացուցիչներից են նաև հետևյալ մակնիշների հաղորդալարերը, որոնք մշակվել և ներդրվել են կաբելային արտադրությունում ՀՀ գիտնականների կողմից` ПВВТ, ПВКФ, ПВКВ, ПВПОК և այլն:
ПВВТ- ելուստային
հաղորդալար ջերմակայուն ՊՎՔ մեկուսացումով, մինչև 400Հց հաճախության 380Վ
լարման էլեկտրասաքավորումներում ագրեսիվ միջավայրի և յուղերի ազդեցության
պայմաններում, պղնձե ջղի հատույթը` 0,20...4,0մմ2, շահագործման
աշխատանքային ջերմաստիճանը` մինուս 40-ից մինչև +105![]() :
:
ПВКФ- ելուստային հաղորդալար սիլիցիումօրգանական
և ֆտորսիլիկոնային ռետինների երկշերտ մեկուսացումով, որոնք վրադրվում են
միաժամանակ: Օգտագործվում են մինչև 400Հց հաճախության 380 և 660Վ լարման
էլեկտրասարքավորումներում, ագրեսիվ միջավայրի ազդեցության առկայության դեպքում:
Պղնձե ջղի հատույթը` 0,75...120մմ2, շահագործման աշխատանքային
ջերմաստիճանը` մինուս 60-ից մինչև + 180![]() :
:
ПВКВ - ելուստային հաղորդալար սիլիցիումօրգանական
ռետինե երկշերտ մեկուսացումով, մինչև 400Հց հաճախության 380 և 660Վ լարման
էլեկտրասարքավորումների համար, երբ բացակայում է ագրեսիվ միջավայրի և յուղերի
ազդեցությունը, պղնձե ջղի հատույթը` 0,75...120մմ2, շահագործման
աշխատանքային ջերմաստիճանը` մինուս 60-ից մինչև + 180![]() :
:
ПВПОК - ելուստային հաղորդալար պոլիէթիլենտերեֆտալատե
(լավսան) ժապավենային մեկուսացումով և լավսանեթելային
հյուսվածքե ծածկույթով: Օգտագործվում է մինչև 660Վ փոփոխական լարման հերմետիկ
ֆրեոնային էլեկտրաշարժիչներում և -40-ից մինչև +105![]() ջերմաստիճանում:
ջերմաստիճանում:
ПВКФ մակնիշի հաղորդալարերն արտադրվում են նաև 6,0 կՎ և 10 կՎ լարման, համապատասխանաբար` ПВКФ-6 և ПВКФЭ-10 մակնիշների, ինչպես նաև ПВБсК մակնիշի 6,6 և 11 կՎ լարումների:
Այս հաղորդալարերի մակնիշներում տառերն ունեն հետևյալ նշանակությունները` П- հաղորդալար(провод), В- ելուստային (выводной), երրորդ և չորրորդ տառերը ցույց են տալիս մեկուսացման տեսակները` (Бс- барерые слои, П-полиэтилен–терефталат, O- oплетка, К- кремнийорганический, Ф- фторси–ликоновый):
1.8.7. Փաթույթային հաղորդալարեր
Փաթույթային լարերը կարելի է ստորաբաժանել երկու հիմնական խմբերի` էմալե մեկուսացումով և մանրաթելային, ժապավենային ու պլաստմասսայե մեկուսացումով լարեր:
Էմալե մեկուսացումով լարեր: Էմալե մեկուսացումն ունի շատ փոքր հաստություն և համեմատած տարբեր մանրաթելային մեկուսացումների հետ, օժտված է բարձր էլեկտրամեկուսիչ հատկություններով: Էմալապատված լարերի համար կարևոր նշանակություն ունի մեկուսացման մեխանիկական ամրությունը: Այդ տեսակետից էմալապատված լարերը ստորաբաժանվում են` նորմալ ամրության (յուղախեժային լաքերից) և բարձր ամրության (սինթետիկ լաքերից): Կարևոր նշանակություն ունի նաև էմալե մեկուսացման ջերմակայունությունը: Աղյուսակ 1.8-ում բերված է էմալապատված լարերի հիմնական տեսակների դասակարգումն ըստ ջերմակայունության:
Մինչև ХХ դարի
70-ական թվականները ինչպես ԽՍՀՄ-ում, այնպես էլ արտասահմանում պոլիվինիլացետալային
լարերը կազմել են արտադրվող էմալապատված լարերի հիմնական զանգվածը, ընդ որում,
բազային ПЭВ մակնիշի լարերն արտադրվում էին
ըստ չափերի բավականին լայն տիրույթով, թե կլոր և թե ուղղանկյուն կտրվածքի: Այդ
լարերի մեկուսացումը քերամաշման նկատմամբ օժտված է բացառիկ բարձր կայունությամբ,
ունի բարձր հարակցման (ադհեզիոն) ամրություն մետաղալարի մակերևույթի նկատմամամբ:
Այս լարերը 4…7 անգամ, կախված տրամագծից, իր առանցքի շուրջը ոլորման ժամանակ
դիմացկուն են և չեն շերտազատվում մետաղալարից: Պոլիվինիլացետալային մեկուսացումն
ճկուն (էլաստիկ) է, 125![]() ջերմաստիճանում
դիմանում է այսպես կոչված «ջերմային հարվածին»: Ջերմային հարվածը - տրված
ջերմաստիճանում մեկ ժամվա ընթացքում հաղորդալարը փաթաթված վիճակում պահելուց հետո
նրա էմալե ծածկույթը չպիտի ենթարկվի ճաքճքման և շերտազատման: Ձողի տրամագիծը,
որի վրա փաթաթվում է հաղորդալարը, տարբեր է տարբեր տիպի և տրամագիծի
հաղորդալարի համար:
ջերմաստիճանում
դիմանում է այսպես կոչված «ջերմային հարվածին»: Ջերմային հարվածը - տրված
ջերմաստիճանում մեկ ժամվա ընթացքում հաղորդալարը փաթաթված վիճակում պահելուց հետո
նրա էմալե ծածկույթը չպիտի ենթարկվի ճաքճքման և շերտազատման: Ձողի տրամագիծը,
որի վրա փաթաթվում է հաղորդալարը, տարբեր է տարբեր տիպի և տրամագիծի
հաղորդալարի համար:
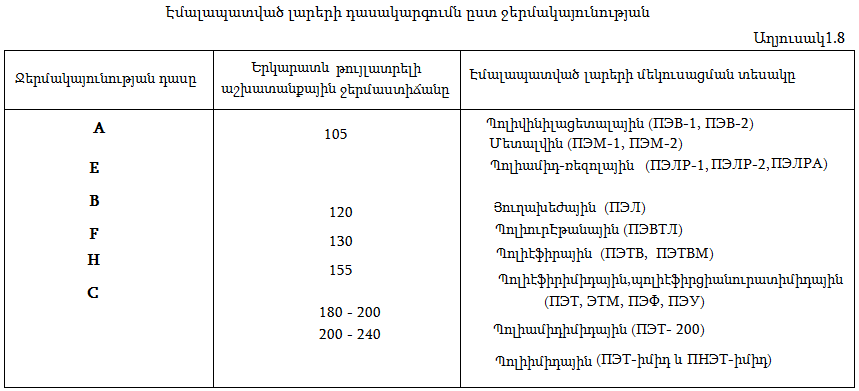
Մանրաթելային և ժապավենային մեկուսացումով փաթութային լարեր
Այս լարերի տեսականին բավականին ընդարձակ է, տարբերվում են ըստ դասակարգման, մակնիշավորման, հոսանքատար ջղերի չափերի և հիմնական կոնստրուկցիաների ջերմակայունության դասերի:
Մանրաթելային և էմալամանրաթելային մեկուսացումով փաթութային լարերը հիմնականում արտադրվում են հետևյալ մակնիշների.
ПБД - երկշերտ
բամբակյա
մանվածքով մեկուսացված
լար, կլոր
0,38...5,2մմ տրամագծով, մեկուսացման
հաստությունը 0,22…0,33մմ ուղղանկյուն` a = 0,9…5,5մմ
և b = 2,2…15,0մմ, մեկուսացման հաստությունը 0,27…0,44մմ,
ջերմակայունության դասը` А (105![]() ),
),
ПЭЛБО - յուղախեժային
էմալով
և
մեկ շերտը
բամբակյա
մանվածքով
մեկուսացված
լար կլոր 0,38…2,1մմ տրամագծով,
մեկուսացման հաստությունը 0,17…0,22մմ, ջերմակայունության դասը` А (105![]() );
);
ПЭЛШО - յուղախեժային
էմալով
և
մեկ շերտը
բնական
մանվածքով
մեկուսացված
լար, կլոր,
0,05...1,56մմ տրամագծով, մեկուսացման հաստությունը 0,08…0,16մմ,
ջերմակայունության դասը` А (105![]() ),
),
ПЭВЛО - վինիֆլեքս
կամ
մետալվին
էմալով
և
մեկ
շերտ
լավսանե մանրաթելով
մեկուսացված
լար կլոր
0,06...1,3մմ տրամագծով մեկուսացման հաստությունը 0,09…0,17մմ, ջերմակայունության դասը` А (105![]() ),
),
ПБ - մի
քանի
շերտ
հեռախոսային
կամ
կաբելային
թղթով
մեկուսացված
կլոր
1,2...5,2 մմ տրամագծով, մեկուսացման
հաստությունը 0,30…5,76մմ, ջերմակայունության դասը` А (105![]() ),
),
ПБУ - մի
քանի
շերտ
խտացված կաբելային թղթով
մեկուսացված ուղղանկյուն
լար a = 1,8…5,5մմ
և b = 6,7…19,5մմ, մեկուսացման հաստությունը 0,45…1,92մմ,
ջերմակայունության դասը` А (105![]() ),
),
ПСД -երկշերտ
ապակյա
մանվածքով
և
ջերմակայուն
լաքով
տոգորված
մեկուսացումով
լար, կլոր
0,31...5,2մմ տրամագծով, ուղղանկյուն a = 0,9…5,5մմ
և b = 2,1…12,5մմ, մեկուսացման հաստությունը` 0,24…0,38մմ,
ջերմակայունության դասը` F (155![]() ),
),
ПСДК - երկշերտ
ապակյա
մանվածքով
և սիլիցիումօրգանական
լաքերով
տոգորված
մեկուսացումով
լար, կլոր
0,31...2,1մմ տրամագծով, ուղղանկյուն a = 0,9…4,56մմ
և b = 1,18…14,0մմ, մեկուսացման հաստությունը 0,24…0,33մմ,
ջերմակայունության դասը` H (180![]() ):
):
1.9. Էլեկտրական և օպտիկական կապի կաբելների առանձնահատկությունները
Ըստ օգտագործման բնագավառների, կապի կաբելները բաժանվում են` հեռավոր մայրուղային, գոտիային կամ միջքաղաքային, քաղաքային հեռախոսային և գյուղական կապի ու ռադիոհաղորդումների հաղորդալարերի: Կախված հաղորդման հաճախությունների` ցածր և բարձր հաճախության, հաղորդման միջավայրի` պղնձե ջղերով և օպտիկական թելիկներով կապի, իսկ կախված շղթայի զույգ պղնձե հաղորդալարերի փոխադարձ դիրքից` համառանցք և սիմետրիկ:
Ներկայումս հեռավոր կապի մայրուղային կաբելները գործնականում փոխարինվել են օպտիկական կապի կաբելներով, սակայն շահագործման մեջ դեռևս գտնվում են մեծ քանակությամբ պղնձե ջղերով կապի կաբելներ: Պղնձե ջղերով հեռավոր կապի կաբելները լինում են համառանցք և սիմետրիկ:
Հեռավոր կապի սիմետրիկ զույգերով և աստղաձև քառյակներով ապահովվում են ծառայողական խոսակցություններ և հեռուստատեսային հաղորդումներ:
Այս կաբելների մակնիշները բաղկացած են հետևյալ ռուսական տառանշաններից.
М - մայրուղային սիմետրիկ կաբելներ, КМ -համառանք մայրուղային կաբելներ, ЗК -գոտիային կապի կաբելներ, КС – քառյակային ոլորմամբ գյուղական կապի կաբելներ, ПР – ոլորված զույգ, Т – հեռախոսային կաբել ոլորված զույգերով, ТЗ – միացման գծերի քառյակային ոլորվածք: Եթե կաբելի մեկուսացումը պոլիստիրոլային կորդից է, ապա լրացուցիչ ավելացվում է С տառը, պոլիէթիլենից - П, ծակոտկեն ՊԷ - Пп: Այն դեպքերում, երբ կաբելի ոլորվածքի օդային տարածքները լցոնված են հիդրոֆոբ (ջրամերժ) նյութով ավելացվում է ռուսական 3 տառը, իսկ եթե լցոնող նյութն ապահովում է նաև կաբելի ոլորվածքի ջրամեկուսացումը – ВБ (водоблокирующий) տառերը:
Պոլիէթիլենային պատյանով կաբելների մակնիշներում նաև ավելացվում է նաև П տառը, ՊՎՔ պատյանով- В, ալյումինային – А, կապարե պատյանով - առանց նշանակման:
Պաշտպանիչ ծածկույթները նշվում են ըստ ԳՕՍՏ 7006-72 և ընդհանուր դեպքում բաղկացած են բարձիկից, զրահից և արտաքին ծածկույթից, առանց արտաքին ծածկույթի – Г տառով, պողպատե ժապավենային կամ պողպատե ցինկապատված կլոր լարերով - Б կամ К, ՊՎՔ կամ ՊԷ պաշտպանիչ փողրակ - Шв կամ Шп: Վերջին ժամանակներում ի հայտ են եկել զրահի տառային նոր նշանակումներ Ст կամ Стп – համապատասխանաբար ծալքավոր պողպատյա կամ պողպատե պոլիմերային համակցված ժապավեն:
Թվային նշանակումները ցույց են տալիս քառյակների, զույգերի կամ ջղերի քանակները, խմբերում էլեմենտների ոլորման տեսակները (քառյակներով, զույգերով կամ միայնակ ջղերից): Օժանդակ զույգեր և ջղերի առկայության դեպքում թվային նիշերը միմյանցից առանձնացնում են «+» նիշով:
Կապի կաբելներով տարբեր տիպի կապերի կազմակերպման համար անհրաժեշտ է տարբեր հաճախության տիրույթներ, ընդ որում, մեկ միավորի համար ընդունվում է հեռախոսային կապուղու 4 կՀց տիրույթը:
Կապի գծերի էֆեկտիվությունը և հնարավորությունները բարձրացնելու համար ընտրվել են միջքաղաքային կապի ապահովման բազմակապուղային կապի համակարգեր, որոնք
հիմնված են կապուղիների հաճախային և ժամանակային առանձնացումների:
Աղյուսակ 1.9-ում բերված են հաղորդվող ինֆորմացիայի տեսակները և բնութագրերը:
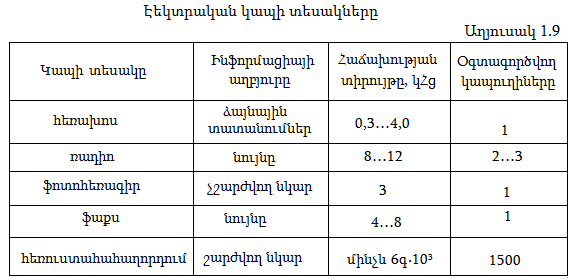
1.9.1. Էլեկտրական կապի սկզբունքը և հաճախային տիրույթները
Ձայնային էներգիայի ձևափոխման պրոցեսն էլեկտրականի կատարվում է հետևյալ կերպ. ձայնից առաջացած օդի ճնշման փոփոխությունն առաջացնում է մեմբրանային տատանումներ, վերջինիս տատանումների հետևանքով փոխվում են ճնշումն ածուխների վրա, և փոխվում է միկրոֆոնի դիմադրությունը: Համապատասխանաբար փոխվում է նաև միկրոֆոնային շղթայի հոսանքը` հաստատուն հոսանքը ձևափոխվում է փոփոխականի, որի հետևանքով տրանսֆորմատորի երկրորդային փաթույթում առաջանում է փոփոխական հոսանք, որը մտնում է ընդունող կայանի հեռախոսի մեջ: Հեռախոսում հոսանքի ազդեցությունը էլեկտրամագնիսի վրա առաջացնում է հեռախոսի մեմբրանի տատանումներ: Այդ տատանումներն իրենց հերթին առաջացնում են օդի ճնշման փոփոխություն և ձայնային տատանումներ:
Ձայնի ընկալման ընդգրկույթը գտնվում է 10Հց-ից մինչև 16000Հց հաճախությունների տիրույթում, սակայն սովորական հեսախոսային կապի համար բավական է հաղորդումը կատարել 300…30000 Հց հաճախության տիրույթում:
Բազմուղի կապը հիմնված է հաղորդվող ազդանշանների հաճախությունների փոփոխման վրա:
Այս մեթոդի էությունն այն է, որ հաղորդման կայանում մոդուլարարների օգնությամբ ստեղծվում է տվյալ կապուղուն համապատասխան տանող հաճախությունը, իսկ ընդունման կայանում տարբեր հաճախության կապուղիների ազդանշաններն իրարից բաժանվում են զտիչների օգնությամբ և հաճախային վերափոխիչների (ապամոդուլարարներ) օգնությամբ վերածվում է հեռախոսային կապուղու հաճախային տիրույթի: Հեռախոսային կապուղու հաճախային սպեկտրի վերափոխումը գծային սպեկտրի կոչվում է մոդուլում, իսկ հակադարձ վերափոխումը` գծային հաճախային սպեկտրից հեռախոսային կապուղու հաճախային սպեկտրի կոչվում է ապամոդուլում:
Վերջինիս ազդեցության տակ ընդունիչի հեռախոսում վերարտադրվում են հաղորդող կայանի ազդանշանը:
1.9.2. Էներգիայի հաղորդումը կապի կաբելներում
Երկհաղորդիչ գծում էլեկտրամագնիսական դաշտի բաշխման ընդհանուր պատկերը բերված է նկ. 1.9.1-ում:
Գծի երկարությամբ որոշակի արագությամբ տարածվող էլեկտրական և մագնիսական դաշտերի միակցությունը կոչվում է էլեկտրամագնիսական ալիք:
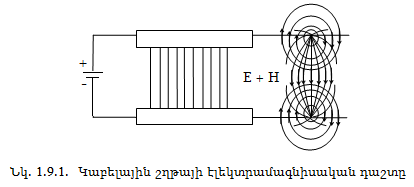
Էլեկտրամագնիսական ալիքի անցման ամբողջ ճանապարհի երկարության էլեկտրական դաշտի էներգիան` Wէ–ն, հավասար է մագնիսական դաշտի էներգիային` Wմ, այսինքն` Wէ = Wմ:
Հայտնի է, որ Wէ=CU2/2, Wմ=LI2/2, որտեղ U և I- համապատասխանաբար լարումն ու հոսանքն են շղթայում, C և L-ն ունակությունը և ինդուկտիվությունն է շղթայում:
Մագնիսական դաշտի էներգիան կարող է փոխակերպվել էլեկտրական դաշտի էներգիայի և հակառակը: Շղթայով հաղորդվող էլեկտրամագնիսական էներգիան կենտրոնացվում է հիմնականում հաղորդալարը շրջապատող միջավայրում-դիէլեկտրիկում, այսինքն` հաղորդալարերով կապի ազդանշանների հաղորդման ժամանակ բարձր հաճախության էլեկտրամագնիսական էներգիայի կրողը հաղորդալարի շրջապատող միջավայրն է, և ոչ թե հաղորդալարը, իսկ հաղորդալարը հանդիսանում է էներգիայի շարժման ուղղորդիչը, որի շնորհիվ էլեկտրամագնիսական էներգիան չի ցրվում տարբեր ուղղություններով այլ շարժվում է գծի երկայնքով:
Էլեկտրամագնիսական ալիքը կարելի է պատկերել երկու ալիքների` լարման ալիքի (համապատասխանում է էլեկտրական դաշտին) և հոսանքի ալիքի (համապատասխանում է մագնիսական դաշտին) ձևով:
Շղթայի յուրաքանչյուր կետում լարման և հոսանքի ալիքների միջև գոյություն ունի որոշակի հարաբերություն, որը կախված է շղթայի հատկություններից և ունի դիմադրության միավոր (ՕՀմ): Այդ հարաբերությունը կոչվում է ալիքային դիմադրություն (Zալիք)`
![]()
յսպիսով, էլեկտրամագնիսական ալիքը, տարածվելով շղթայի երկայնքով, բոլոր կետերում հանդիպում է ալիքային դիմադրությանը:
Էլեկտրամագնիսական ալիքի տարածման արագությունը հաղորդալարերով որոշվում է շղթայի պարամետրերով և հոսանքի հաճախությամբ:
Կապի կաբելային շղթայի էլեկտրական հատկությունները և հաղորդման որակը նրանցով լրիվ բնութագրվում է, այսպես կոչված, կաբելի առաջնային պարամետրերով` R ակտիվ դիմադրությամբ, L ինդուկտիվությամբ, C ունակությամբ և G մեկուսացման հաղորդականությամբ: Այս պարամետրերը կախված չեն լարումից և հաղորդվող հոսանքից, այլ պայմանավորված են միայն կաբելի կառուցվածքով, կիրառվող նյութերով և հոսանքի հաճախությամբ: Նկ.1.9.2-ում բերված է կաբելային շղթայի հատվածի համարժեք սխեման:
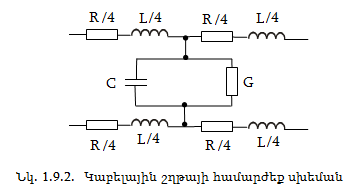
Սխեմայում հաջորդաբար միացված R և L պարամետրերը կազմում են![]() գումարային դիմադրությունը, իսկ
C և G պարամետրերը`
գումարային դիմադրությունը, իսկ
C և G պարամետրերը` ![]() գումարային հաղորդականությունը: Նշված պարամետրերից
միայն R-ը և G-ն պայմանավորում են էներգիայի կորուստները: Առաջինը` ջերմային
կորուստները ջղերում և կաբելի այլ մետաղյա մասերում, երկրորդը` կորուստները
մեկուսացման մեջ:
գումարային հաղորդականությունը: Նշված պարամետրերից
միայն R-ը և G-ն պայմանավորում են էներգիայի կորուստները: Առաջինը` ջերմային
կորուստները ջղերում և կաբելի այլ մետաղյա մասերում, երկրորդը` կորուստները
մեկուսացման մեջ:
1.9.3. Սիմետրիկ կապի կաբելներ
Այս կաբելներն օգտագործում են հեռախոսային, հեռագրային, տեսահեռախոսային, ֆոտոհեռագրային կապի, նաև հեռուստատեսային ծրագրերի և այլ ինֆորմացիայի հաղորդման համար:
Սիմետրիկ կաբելները ստորաբաժանվում են հետևյալ խմբերի՝ միջքաղաքային կապի կաբելներ, միացման գծերի համար կապի կաբելներ, գյուղական կապի կաբելներ, քաղաքային հեռախոսային կաբելներ:
Միջքաղաքային կապի կաբելներ: Այս կաբելները մակնիշավորվում են М տառով: Միջքաղաքային սիմետրիկ կաբելները կորդելաթղթե մեկուսացումով ալյումինե և կապարե պատյանով մակնիշավորվում են համապատասխանաբար МКА և МКБ, նույն տիպի կաբելները կորդելաստիրոֆլեքսային մեկուսացումով` МКСА և МКСБ, պոլիէթիլենային մեկուսացումով` МКПА և МКПГ:
Այս կաբելները, կախված միջուկի տեսակից, լինում են համասեռ և կոմբինացված: MK մակնիշի համասեռ կաբլները կազմված են երեք, չորս կամ յոթ աստղաձև ոլորված քառյակներից 1,2մմ տրամագծի հոսանքատար ջղերով: Կոմբինացված կաբելները (MKKПА և МККПГ), բացի քառյակներից, ունեն նաև էկրանացված զույգեր 1,4մմ տրամագծի հոսանքատար ջղերով: Նկ. 1.9.1 -ում բերված է МК- 4 x 4 կաբելի կառուցվածքը:
МКС մակնիշի կաբելները արտադրվում են մեկ, չորս և յոթ քառյականոց, կառուցվածքը համանման է նկ. 1.9.1.-ում բերված МК- 4x4 կաբելի կառուցվածքին, քառյակների պղնձե ջղերի տրամագիծը հավասար է 1,2մմ:
Բացի այդ, որոշ դեպքերում չորս քառյականոց կաբելները կարող են ունենալ հինգ, իսկ յոթ քառյականոցները` վեց ազդանշանային ջղեր:
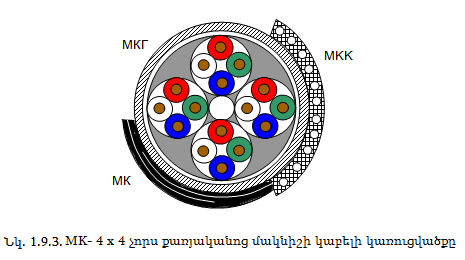
Միացման գծերի և կապի հանգույցների կաբելներ: Այսպիսի կաբելներից են կորդելաթղթե մեկուսացումով Т3Г, Т3Б մակնիշի կաբելները: Ծակոտկենապոլիէթիլենային մեկուսացումով, ալյումինե պատյանով և պոլիէթիլենային ճկափողով (շլանգով) կաբելները մակնիշավորվում են ТЗПАШп: Այս մակիշի կաբելների հոսանքատար ջղերը կազմված են 0,8; 0,9; 1,2 և 1,4մմ տրամագծով պղձե լարերից: Միացման գծերի և կապի հանգույցների համար կաբելները ստորաբաժանվում են երկու հիմնական խմբերի՝ համասեռ կաբելներ, որոնց միջուկը ոլորված է միայն աստղաձև քառյակներից և կոմբինացված կաբելներ, որոնց միջուկը ոլորված է տարբեր խմբերից:
Գյուղական կապի կաբելներ: Գյուղական (միջշրջանային) հեռախոսային կապի և ռադիոհաղորդման համար մշակված են տարբեր տեսակի կապի կաբելներ: Որպես կանոն, այդ կաբելները ունեն հասարակ կառուցվածք և կազմված են մեկ քառյակից կամ մեկ զույգից, պլաստմասսե մեկուսացումով և պատյանով: Գոյություն ունեն նաև չորս քառյակային գյուղական կաբելներ:
Մեկ քառյակային КСПП 1´4, КСППБ 1´4 և КСППК 1´4 կաբելներն ունեն 0,9մմ կամ 1,2մմ տրամագծով պղնձե ջղեր, որոնք մեկուսացված են 0,7-0,8 մմ հաստությամբ պոլիէթիլենից: Ոլորված ջղերի վրա տեղադրված է 0,9-1,0մմ հաստությամբ պոլիէթիլենային պատյան և 0,1մմ հաստությամբ ալյումինե էկրան: Արտաքինից պատվում է 1,2-1,5մմ հաստությամբ պոլիէթիլենային պատյան:
Չորս քառյակային ինքնատար կախովի КСППС 4´4´0,9 մակնիշի կաբելները (նկ. 1.9.4) ունեն 0,9մմ տրամագծով պղինձե ջղեր, որոնք մեկուսացված են 0,8մմ հաստությամբ պոլիէթիլենային մեկուսացումով: Կաբելի միջուկը բաղկացած է չորս ոլորված քառյակներից և մեկուսացված է պոլիէթիլենային պատյանով, որի վրայից տեղադրված են ալյումինե էկրան և 1,5-2,0մմ հաստությամբ արտաքին պոլիէթիլենային ճկափող (շլանգ):
Մեկ զույգով (ПРППМ մակնիշի) կաբելներն ունեն 0.8; 1.0 և 1.2մմ տրամագծով պղնձե ջղեր կամ 1.6մմ տրամագծով ալյումինե ջղեր (ПРППА մակնիշի) և պատված են երկշերտ պլաստմասսե մեկուսացումով պոլիէթիլենով:
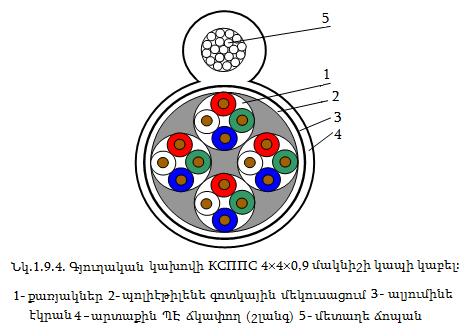
Քաղաքային հեռախոսային կաբելներ: Քաղաքային կապի համար արտադրվում են երկու նշանակություն ունեցող կաբելներ`
-բաժանորդային, որն ապահովում է կապը բաժանորդային հեռախոսային կայանից (ԲՀԿ) դեպի բաժանորդ,
-միացնող, որոնք ապահովում են կապը ԲՀԿ-ի և միջքաղաքային հեռախոսային կայանի (ՄՀԿ) հետ:
Բաժանորդային հեռախոսային կաբելները երկու տեսակի են` թղթե մեկուսացումով մետաղյա պաշտպանիչ պատյանով (կապարե կամ ալյումինե), հոծ պոլիէթիլենից պլաստմասսայե մեկուսացումով և պլաստմասսե (պոլիէթիլենային կամ պոլիվինիլքլորիդային) կամ պողպատե պաշտպանիչ պատյանով:
Թղթե մեկուսացումով կաբելներն ունեն 0.4; 0.5 և 0.7մմ տրամագծով հոսանքատար ջղեր: Այս կաբելներն արտադրվում են ինչպես առանց զրահի (ТГ), այնպես էլ տարբեր զրահներով (ТБ, ТП, ТК): Պլաստմասսայե մեկուսացումով քաղաքային հեռախոսային կաբելները ստորաբաժանվում են`
ТПП- հեռախոսային, պոլիէթիլենային մեկուսացումով և պատյանով,
ТППБ- նույնը, պողպատե ժապավենային զրահով և արտաքին պաշտպանիչ ծածկույթով,
ТПВ- հեռախոսային, պոլիէթիլենային մեկուսացումով, պոլիվինիլքլորիդային պատյանով
ТПВБ- նույնը, պողպատե ժապավենային զրահով և արտաքին պաշտպանիչ ծածկույթով,
ТПВБГ-նույնը, պողպատե ժապավենային զրահով և հակակոռոզիոն ծածկույթով:
Կաբելների ջղերը պղնձե են 0,32; 0,4; 0,5; 0,64 և 0,7մմ տրամագծով և մեկուսացված են 0,2 - 0,4մմ հաստության պոլիէթիլենով:
Քաղաքային հեռախոսային կաբելների միջուկների ոլորումը լինում է զույգային կամ քառյակային (աստղային): Զույգային ոլորումով կաբելները արտադրում են մինչև 600´2 միջուկի պարունակությամբ, իսկ աստղային ոլորումով կաբելները` մինչև 300´4 միջուկի պարունակությամբ: Նախատեսվում է կաբելի միջուկի ոլորվածքային և փնջային ընդհանուր ոլորում: Փնջային ոլորման դեպքում միջուկը բաղկացած է միանման միասնականացված փնջերից 50 և 100 պարունակության զույգերից կամ 25´4 և 50´4 քառյակներից, այդ փնջերն իրենց հերթին բաղկացած են տարրական փնջերից 10´2 (5´4) պարունակությամբ: Սովորաբար միասնականացված փնջի պարունակությունը 100´2 է, իսկ տարրական փնջի պարունակությունը` 10´2 զույգերից:
1.9.4. Համառանցք (կոաքսիալ) կապի կաբելներ
Հեռավոր կապի համառանցք կաբելները կարելի է ստորաբաժանել հետևյալ խմբերի` ստանդարտացված միջին չափի (2.6/9.4), որտեղ համարիչը պղնձե ներքին հաղորդալարի տրամագիծն է միլիմետրերով, իսկ 9,4-ը` մեկուսացման արտաքին տրամագիծը, փոքր գաբարիտային չափերի (1.2/4.6) և կոմբինացված վերոհիշյալ չափերի համառանցք կաբելներից (2.6/9.4 և 1.2/4.6) չափերի :
Ստանդարտացված համառանցք կաբելներ: Միջին տեսակի, 2,6/9,4 հաղորդալարերի չափսերով КМ-4 մակնիշի կաբելները կիրառվում են հեռավոր մայրուղային կապի և հեռուստատեսային հաղորդումների համար:
Այս մակնիշի կաբելը կազմված է չորս համառանցք կաբելներից և հինգ աստղաձև քառյակներից: Յուրաքանչյուր համառանցք զույգ բաղկացած է 2,6մմ տրամագծով ներքին պղնձե հաղորդալարից և 9,4մմ ներքին տրամագծով երկայնական կարով պղնձե խողովակձև արտաքին հաղորդալարից: Համառանցք զույգը մեկուսացված է 2,2մմ հաստությամբ պոլիէթիլենային տափօղակներով, որոնց միջև հեռավորությունը 25մմ է (Նկ. 1.9.5):
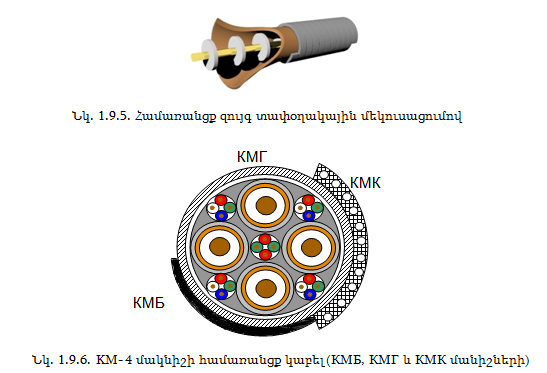
Արտաքին հաղորդալարն իրենից ներկայացնում է պղնձե երկու ժապավեն երկողմանի ծալքերով երկայնական կարանով, որի վրայից տեղադրված են 0,15մմ հաստությամբ երկու փափուկ պողպատյա ժապավեններ և մեկ-երկու շերտ կաբելային թուղթ կամ պոլիմերային ժապավեն:
Կաբելների 4 համառանցք զույգից և 5 քառյակներից բաղկացած ոլորվածքի վրա տեղադրվում է գոտկային մեկուսացում, կապարե պատյան և պաշտպանիչ ծածկույթներ (KM-4): Որոշակի դեպքերում տեղադրվում են սովորական զրահներ և ծածկույթներ (КМБ, КМГ և КМК) (նկ.1.9.6):
Լայն կիրառություն ունեն նաև կոմբինացված համառանցք կաբելները, որոնք պարունակում են միջին տեսակի, 2,6/9,4 հաղորդալարերի չափսերով համառանցք զույգեր և փոքր գաբարիտային 1,2/4,6 հաղորդալարերի չափսերով համառանցք զույգեր: Այս կաբելները մակնիշավորվում են` КМБ-8/6:
КМБ-8/6 մակնիշի կաբելում կան ութ 2,6/9,4 չափսերի համառանցք զույգեր և վեց 1,2/4,6 չափսերի համառանցք զույգեր:
Փոքր գաբարիտային համառանցք կաբելներ: Այս կաբլները
նախատեսված են սահմանափակ տարածվածության մայրուղային կաբելային գծերի համար, որոնք պատրաստվում են 1.2/4.6մմ տրամագծերով համառանցք զույգերով: Լայն կիրառում ունի չորս համառանցքային փոքր գաբարիտային կաբելը, որի համառանցք զույգերով ստեղծվում են բաշխիչ ցանցեր մայրուղային կաբելի շրջակայքում գտնվող քաղաքների միջև: Այն պատրաստվում է ինչպես պլաստմասսե (МКТП-4), այնպես էլ կապարե պատյանով և ժապավենային զրահով (МКТСБ-4):
Նկ. 1.9.7-ում բերված է փոքր գաբարիտային МКТП-4 մակնիշի կաբելի կառուցվածքը, որի ներքին հաղորդալարը կազմված է 1,2մմ տրամագծով պղնձե լարից և մեկուսացված է բալոնային տեսակի օդապոլիէթիլենային մեկուսացումով: Արտաքին հաղորդալարը կազմված է 0,1մմ հաստությամբ երկայնական կարով պղնձե խողովակից, որի վրայից տեղադրվում է երկու պողպատյա ժապավեններից բաղկացած 0,1մմ հաստությամբ էկրան և 0,4մմ հաստությամբ պոլիէթիլենային շերտ: Չորս համառանցք զույգերը ոլորվում են 0,5մմ տրամագծով հինգ ազդանշանային զույգերի հետ միասին և ծածկվում են պոլիվինիլքլորիդային արտաքին պատյանով:
Ստորջրյա համառանցք կաբելներ: Սույն կաբելները լինում են գետային և ծովային: Ծովային կաբելներն իրենց հերթին ստորաբաժանվում են խորջրյա և ափային: Ափային կաբելներն ունեն երկու շերտ կլոր լարով ուժեղացված զրահ: Կապարե պատյանով և օդաթղթե կամ օդապոլիստիրոլային մեկուսացումով կաբելները տեղադրվում են մինչև 50մ խորության վրա: Դա պայմանավորված է նրանով, որ կապարե պատյանը առանց դեֆորմացիայի կարող է դիմադրել մինջև 0,5ՄՊա ճնշում:
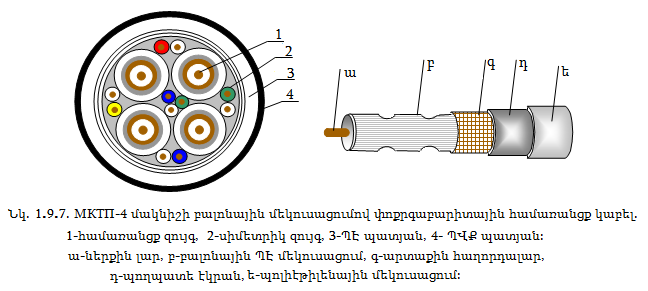
Ստորջրյա համառանցք կաբելները նախատեսված են ստորջրյա մայրուղիների և ստորջրյա ուժեղարարների հետ աշխատելու համար: Ստորջրյա համառանցք КПК-5/18 մակնիշի կաբելը կազմված է 3 մմ տրամագծով ներքին հաղորդալարից և 1,0մմ տրամագծով 12 պղնձե լարերի շերտից, 6,5մմ հաստությամբ հոծ պոլիէթիլենային մեկուսացումից և արտաքին հաղորդալարից, որը կազմված է 0,7մմ հաստությամբ վեց հարթ պղնձե լարերից և 0,08մմ հաստությամբ պարուրաձև տեղադրված պղնձե ժապավենից:
Ռադիոհաճախային կաբելներ: Ի տարբերություն հեռավոր կապի մայրուղային կաբելների` ռադիոհաճախային կաբելները, համեմատաբար փոքր կորուստներով, հաղորդում են բարձր հաճախականային էներգիա մի քանի տասից մինչև հարյուր մետր հեռավորության վրա:
Ռադիոհաճախային կաբելները ստորաբաժանվում են երեք տեսակի (նկ. 1.9.8):
1) ռադիոհաճախային համառանցք - РК մակնիշի
2) ռադիոհաճախային սիմետրիկ կրկնակի -РД մակնիշի,
3) ռադիոհաճախային պարուրաձև -РС մակնիշի:
Համապատասխան գործող ԳՈՍՏ 11.326.0-71-ի, ռադիոհաճախային կաբելի յուրաքանչյուր կառուցվածքի մակնիշը բաղկացած է երկու տառերից, որոնք նշանակում են կաբելի տեսակը (РК, РД, РС), և երեք թվերից, որոնցից առաջինը նշանակում է ալիքային դիմադրությունը, երկրորդը` մեկուսացման արտաքին տրամագիծը և երրորդը` երկնիշ, որի առաջին թիվն արտահայտում է մեկուսացման տեսակը, իսկ երկրորդը՝ կառուցվածքի հերթական համարը:
Կիրառվող մեկուսացումներն ունեն հետևյալ համարները` 1-պոլիէթիլեն, 2-ֆտորոպլաստ, 3-պոլիստիրոլ (ստիրոֆլեքս), 4-պոլիպրոպիլեն, 5-ռետին, 6-անօրգանական մեկուսացում:
Օրինակ`РК-50-4-13 նշանակում է` РК- ռադիոհաճախային համառանցք, 50- ալիքային դիմադրությունը (Օհմ), 4-մեկուսացման արտաքին տրամագիծը (մմ), 1 – հոծ պոլիէթիլենից մեկուսացումը, 3- կաբելի կառուցվածքային հերթական համարը:
Ռադիոհաճախային համառանցք կաբելներ: Ըստ մեկուսացման տեսակի այս կաբելները կարելի է բաժանել հետևյալ խմբերի.
1) հոծ պոլիէթիլենային մեկուսացումով (հիմնական ),
2) ֆտորոպլաստային մեկուսացումով- ջերմակայուն,
3) ռետինե մեկուսացումով,
4) օդապլաստմասսե մեկուսացումով:
Հոծ պոլիէթիլենային մեկուսացումով РК կաբելները (նկ.1.9.8-ա) ունեն մեկ կամ յոթ լարերից ոլորված ներքին հաղորդալար, հոծ մեկուսացում պոլիէթիլենից, արտաքին հաղորդալար հյուսվածքի ձևով պղնձե լարերից և պատյան լուսակայունացված պոլիէթիլենից կամ պոլիվինիլքլորիդից, որոշ դեպքերում` կապարե պատյանից:
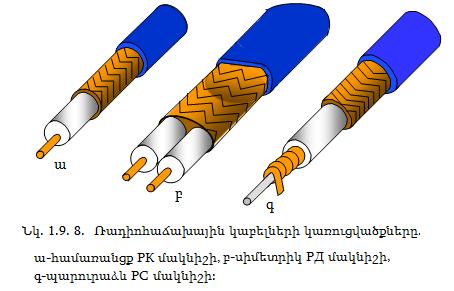
Ըստ ալիքային դիմադրության այս կաբելներն արտադրվում են 50; 75 և 100Օհմ-ի:
РК տեսակի
կաբելները նաև կարող են ունենալ հոծ ֆտորո–պլաստ-4-ից մեկուսացում, որոնք կարող
են աշխատել – 60![]() մինչև
+200
մինչև
+200![]() ջերմաստիճանային
տիրույթում և պատկանում են ջերմակայուն կաբելների շարքին:
ջերմաստիճանային
տիրույթում և պատկանում են ջերմակայուն կաբելների շարքին:
Հայտնի է նաև որ, РК տեսակի համակցված (կոմբինացված) օդապլաստմասսե մեկուսացումով կաբելների կառուցվածքը սովորաբար կորդելախողովակային է:
Սիմետրիկ ռադիոհաճախային կաբելներ: Այս կաբելները մակնիշավորվում են РД (ռադիոհաճախային երկու համառանցք զույգով (նկ. 1.9.8-բ), ավելացնելով կառուցվածքի հերթական համարը: Ներքին հաղորդալարերը պատրաստվում են մեկ կամ յոթ ոլորված պղնձե լարերից: Մեկուսացումը կատարվում է կաբելային կամ կայունացված պոլիէթիլենից: Մեկուսացված հաղորդալարը հյուսվածքապատվում է 0,12…0,20մմ տրամագծի պղնձե լարերով, էկրանավորված երկու հաղորդալարերը տեղադրվում են զուգահեռ, արդյունքում վերանում է իրար նկատմամբ փոխազդեցությունը: РД-15, РД-16, РД-26 կաբելներում՝ զուգահեռ տեղավորված հաղորդալարերի վրա, դրվում է ընդանուր էկրան: РК-17 և РКБ-82 կաբելներում մեկուսացված զույգի վրա ունեն ընդհանուր էկրան, իսկ РД-14, РД-18 կաբելները պատրաստվում են առանց էկրանի: РД տեսակի կաբելները, որպես կանոն, արտաքինից ունեն պոլիվինիլքլորիդից կամ պոլիէթիլենից պլաստմասսե պատյան:
Ռադիոհաճախային սիմետրիկ կաբելները պոլիտետրա–ֆտորէթիլենային (ֆտորոպլաստե) մեկուսացումով մակնիշավորվում են РДТФ, ավելացնելով կառուցվածքի հերթական համարը (РДТФ-13, РДТФ-15, РДТФ-16, РДТФ-17): Այս կաբելների պատյանը պատրաստվում է ֆտորոպլաստե ժապավեններից և սիլիցիում օրգանական լաքերով պատված ապակեթելային հյուսվածքից:
Ռադիոհաճախային պարուրաձև կաբելներ: Այս կաբելների (նկ. 1.8.գ) ներքին հոսանքատար հաղորդալարը պարուրաձև է: Կաբելի պարուրաձև ներքին հաղորդալարը, ինդուկտիվության բարձրացման համար, պատրաստվում է պոլիմերային միջուկի վրա պղնձե լարերի գալարների ստեղծումով:
Այս կաբելների մեկուսացման, էկրանների և պաշտպանիչ պատյանների կառուցվածքները նույնն են, ինչ-որ РК և РД կաբելներինը:
2. Կաբելային արտադրության տեխնոլոգիան
Կաբելային արտադրությունը ներառում է բոլոր տիպի կաբելային արտադրատեսակների և դրանց բաղկացուցիչ տարրերի տեխնոլոգիական գործընթացները:
Դրանք են` գլոցուկի արտադրման, հոսանքատար ջղերի էլեմենտար մետաղալարերի կորզանման և թրծաթողման տեխնոլոգիան, հոսանքատար ջղերի ոլորումը, փաթաթումը և հյուսվածքապատումը կաբելային արտադրությունում, պոլիմերային և ռետինե նյութերից մեկուսացման և պաշտպանիչ պատյանների արտամղմամբ տեղակայումը և նրանց վուլկանացումը, լարերի էմալապատումը:
2.1. Գլոցուկի արտադրման տեխնոլոգիա
Մինչև 20-րդ դարի կեսերը պղնձե և ալյումինե գլոցուկի արտադրման տեխնոլոգիական գործընթացը պղնձե և ալյումինե ձուլազանգվածների տաք գլանման եղանակն էր:
Տարբեր տրամագծերի (7…25մմ) գլոցուկից հետագա մշակման միջոցով ստանում էին կլոր և ուղղանկյուն հատույթի մետաղալարեր, ինչպես նաև էլեկտրական հաղորդաձողեր:
Հիմնականում գլոցուկի երկարությունը կախված էր գլանման ենթարկվող ձուլածոների զանգվածների մեծությունից, որի հետևանքով ստացվում էին ոչ մեծ երկարությամբ գլոցուկներ: Գլանման գործընթացն երկու իրար հակառակ ուղղություններով պտտվող գլանների միջոցով ձուլազանգվածի դեֆորմացումն էր: Դեֆորմացման մեծությունն ուղիղ համեմատական է գլանների միջև եղած բացակի հաստությանը: Այս մեթոդով հնարավոր էր ստանալ թիթեղաձև գլանվածք: Իսկ եթե գլանների վրա արվում են շրջանաձև ակոսներ, երկու իրար հակառակ ուղղություններով պտտվող գլանների միջև ստեղծվում է համապատասխան պրոֆիլ, որը կարող է լինել կլոր, ուղղանկյուն և օվալաձև: Ընդ որում, օվալաձև ու կլոր պրոֆիլներն օգտագործվում են կաբելային արտադրատեսակների ջղերի էլեմենտար մետաղալարերի պատրաստման, իսկ ուղղանկյունաձևերը` ուղղանկյուն փաթույթային հաղորդալարերի և էլեկտրական հաղորդաձողերի պատրաստման համար:
Եթե ձուլազանգվածը նախքան գլանումը չի տաքացվում, այդպիսի գլանումը կոչվում է սառը գլանում, իսկ եթե ենթարկվում է տաքացման` տաք գլանում: Տաք գլանման դեպքում կարելի է ստանալ ավելի մեծ դեֆորմացիաներ՝ գլանների վրա կիրառելով ցածր ճնշումներ և բեռնվածություներ:
Գլոցման զույգ գլանները մոնտաժվում են գլոցահաստոնի վրա կոշտ շրջանակում, որը կոչվում է վանդակ: Վանդակում գլանների հենարան են հանդիսանում առանցքակալները: Գլանների պտույտն իրականացվում է էլեկտրական շարժաբերի և արագության ատամնավոր փոխանցիչի միջոցով: Վանդակում առկա է սարքավորում, որի միջոցով կարգավորվում է գլանների միջև եղած բացակի մեծությունը: Միաժամանակ այդ սարքավորումը կարգավորում է դեֆորմացման ուժը և գլոցման ենթարկվող նախաշինվածքի կտրվածքի չափերը` տրամագիծը կամ լայնությունը և հաստությունը:
Գլոցման հաստոնները, որպես կանոն, բաղկացած են մի շարք վանդակներից, որոնք տեղակայված են հաջորդաբար՝ իրար հետևից:
Ձուլազանգվածը գլոցվելով առաջին վանդակում՝ տեղափոխվում է հաջորդ վանդակ և այդպես շարունակ: Այսպիսի հաստոնները կոչվում են անընդհատ:
Կախված գլոցման շինվածքի տեսակից՝ անընդհատ գլոցման հաստոնները կարող են ունենալ ինչպես հորիզոնական, այնպես էլ ուղղահայաց գլաններով վանդակներ, որոնք տեղակայված են իրար հետևից: Այսպիսի վանդակներով հաստոններով գլոցում են գլոցուկ և մետաղալար:
Եթե գլոցումը համատեղված է ձուլազանգվածի ձուլման հետ, գլոցման սարքավորումից առաջ տեղադրվում է ձուլման մեքենա, ձուլումից հետո ձուլազանգվածը տաք վիճակում անընդհատ մտնում է գլոցման հաստոց, որից դուրս է գալիս գլոցուկի պատրաստի արտադրանքը:
Անընդհատ ձուլման հոսքային գիծը ստեղծվել է Իտալիայում և համաշխարհային մասշտաբով պղնձե և ալյումինե գլոցուկի ստացման ամենատարածված արտադրական տեխնոլոգիան է:
Պղնձե գլոցուկի պատրաստման հոսքային գծի մեջ (նկ. 2.1) մտնում են հետևյալ հիմնական հանգուցամասերը` հալման վառարան, խառնիչ (ՎՌՍրպՐ), ձուլման մեքենա, անընդհատ գլոցման հաստոց, գլոցուկի սառեցման և գունազերծման հարմարանք, գլոցուկի փաթաթման հարմարանք:
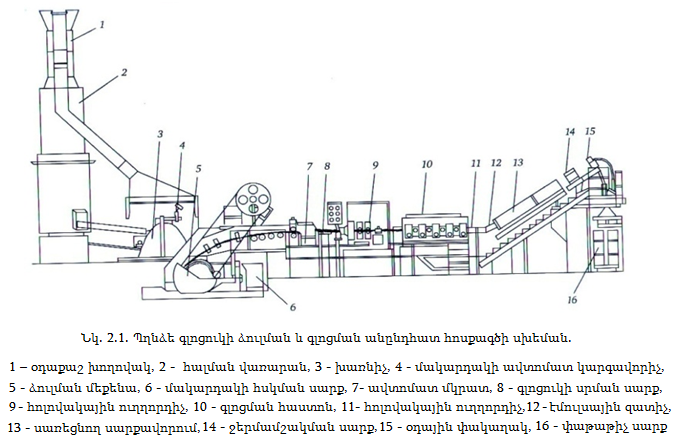
Պղնձե և ալյումինե գլոցուկների պատրաստման անընդհատ ձուլման և գլոցման հոսքագծերում կիրառվում են գազային տաքացումով խառնիչներ:
Անընդհատ ձուլման և գլոցման (ԱՁԳ) հոսքագծերում օգտագործվում են երկու տեսակի գլոցման հաստոցներ` երկգլանային վանդակներով` գլանների միջև եղած բացակի կարգավորմամբ և եռագլանային վանդակներով:
Երկգլանային վանդակների գլանների փոխարինումը կատարվում է առանց վանդակների քանդման, իսկ եռագլանայինների դեպքում՝ աշխատանքային վանդակների պարտադիր քանդման և հավաքման միջոցով:
Անընդհատ ձուլման և գլոցման հոսքագծերում պղնձե գլոցուկի սառեցման և գունազերծման համակարգը բաղկացած է խողովակի երկու տեղամասերից:
Առաջին
կարճ տեղամասում` մինչև 650…700![]() տաք գլոցուկը անցնում է ջրի միջով, որը պարունակում է
տաք գլոցուկը անցնում է ջրի միջով, որը պարունակում է![]() էթիլային սպիրտ, իսկ
երկրորդ՝ ավելի մեծ երկարության խողովակը լցվում է հոսող ջրով: Խողովակի վերջնամասում
տեղադրվում է օդային փչման սարք՝ գլոցուկի մակերևույթից ջրի կաթիլների վերացման նպատակով:
էթիլային սպիրտ, իսկ
երկրորդ՝ ավելի մեծ երկարության խողովակը լցվում է հոսող ջրով: Խողովակի վերջնամասում
տեղադրվում է օդային փչման սարք՝ գլոցուկի մակերևույթից ջրի կաթիլների վերացման նպատակով:
Անընդհատ ձուլման և գլոցման (ԱՁԳ) հոսքագծերում հիմնականում օգտագործվում է թմբուկային տիպի փաթաթիչ:
Գլոցուկի փաթաթվածքը, երբ լցվում է առաջին թմբուկը, տեղափոխվում է երկրորդ թմբուկի տեղամաս և սկսում է փաթաթվել:
Գլոցուկը մկրատի միջոցով կտրվում է և գլոցուկի փաթաթվածքը կաժի ձևով հանվում է թմբուկի վրայից և փաթեթավորվում է հետագա օգտագործման կամ այլ պատվիրատուի առաքման համար: Պատրաստի փաթաթվածքի կշիռը կազմում է 2…5 տոննա կախված պատվիրատուի պահանջներից:
CC դարի վերջին Ֆինլանդիայում մշակվեց պղնձե գլոցուկի անընդհատ ձուլման և քարշակման նոր մեթոդ և ներդրվեց արտադրության մեջ: Հոսքագծի գծապատկերը բերված է նկ. 2.2-ում
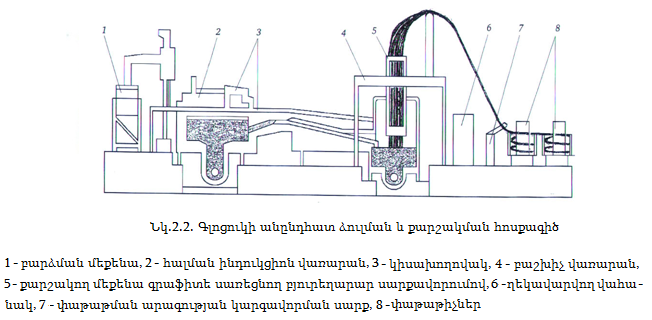
Պղնձե կատոդները ենթարկվում են հալման կապուղային տիպի ինդուկցիոն վառարանում: Ձուլույթն ակոսի միջոցով տեղափոխվում է բախշման վառարան, որի վրա տեղակայված է քարշակող մեքենան սառեցվող կաղապարիչներով: Սառեցված գլոցուկը քարշակող հոլովակներով քարշակվում է և ուղղորդվում դեպի փաթաթիչ սարքավորումները: Կախված սարքին ներկայացվող անհրաժեշտ հզորության մեծությունից, քարշակող մեքենան կարող է ունենալ երկու և ավելի քարշակող հոլովակներ և ընդունող փաթաթիչներ:
Տվյալ կառուցվածքի գլոցուկի անընդհատ ձուլման մեքենան ունի պարզ կառուցվածք, օժտված է բարձր հզորությամբ և չի պահանջում մեծ արտադրական տարածքներ: Այս մեքենաները ներդրվում են կաբելային արտադրության ձեռնարկություններում:
2.2. Մետաղալարի արտադրման տեխնոլոգիա
Պղնձե և ալյումինե գլոցուկից կորզանման մեթոդով ստանում են կլոր և ուղղանկյուն հատույթի մետաղալար՝ հաղորդալարերի և կաբելների հոսանքատար ջղերի պատրաստման համար: Ուղղանկյուն հատույթի մետաղալար կարելի է ստանալ նաև սառը գլանման եղանակով:
Կորզանումը մետաղների ճնշման միջոցով մշակման գործընթաց է, որի ժամանակ ձողիկի կամ լարի տեսքով մետաղը միջաձգվում է անցքի միջով, որի լայնական չափերը ավելի փոքր են, քան միջաձգվող մետաղի սկզբնական լայնական կտրվածքը: Համեմատած կտրման հետ՝ կորզանումը խնայողական է, քանի որ տաշեղ չի առաջանում: Կորզանումը ապահովում է մակերևույթի բարձր որակ և միջաձգվող պատրաստվածքի չափերի մեծ ճշգրտություն, զգալիորեն լավացնում է մեխանիկական հատկությունները, հատկապես` ամրությունը:
Կորզանման գործընթացի գծապատկերը բերված է նկ. 2.3. – ում:
Կորզանը գործիք է, որի միջոցով իրագործվում է կորզանման գործընթացը: Կորզանը կազմված է պահունակից և ներդիրից, որի մեջ գտնվում է կորզանման անցքը, տարբերակում են չորս գոտի.
- մուտքի գոտի, որը հեշտացնում է նախապատրաստվածքի մուտքը կորզան և քսուքի մատուցումը աշխատանքային գոտի,
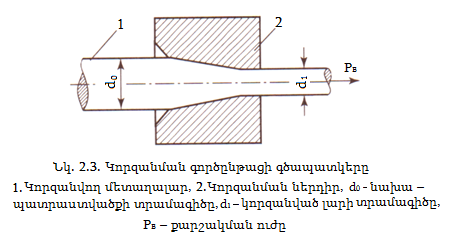
- աշխատանքային գոտի, որտեղ իրագործվում է նախապատրաստվածքի ձևախախտման գործընթացը, այսինքն՝ հատույթի փոքրացումը նախնականից մինչև պահանջվողը (հանձնարարվածը),
- տրամաչափարկող գոտի, որը նախատեսված է միջաձգվող մետաղի լայնական կտրվածքին պահանջվող ճշգրտությունը տալու համար,
- ելքի գոտի, որը ծառայում է տրամաչափարկող գոտուց միջաձգվող մետալարի դուրս գալիս քերվածքների առաջացման հնարավորության բացառմանը:
Կորզանման անցքի առանձին գոտիների ձևը և չափերը կախված են միջաձգվող մետաղի հատկություններից և չափերից:
Աշխատանքային
գոտու կոնի անկյունն այնքան մեծ պետք է լինի, որքան մեծ է շրջասեղմումը և որքան փափուկ
է միջաձգվող մետաղը: Պղնձի համար աշխատանքային գոտու կոնի լավագույն անկյունը կազմում
է ![]() Տրամաչափարկող
գոտու երկարությունը պետք է ապահովի կորզանին անհրաժեշտ դիմացկանություն:
Տրամաչափարկող
գոտու երկարությունը պետք է ապահովի կորզանին անհրաժեշտ դիմացկանություն:
Տրամաչափարկող գոտու լավագույն երկարությունը կազմում է (0.3-0.4) Dտ (Dտ -տրամաչափարկող գոտու տրամագիծն է):
Ալմաստե կորզանների տրամաչափարկող գոտու երկարությունը սովորաբար փոքր է, քան կարծր համաձուլվածքներից պատրաստված կորզաններինը: Կաբելային գործարաններում կորզանման համար օգտագործում են տեխնիկական ալմաստից, կարծր համաձուլվածքներից և պողպատից պատրաստված կորզաններ:
Պողպատե կորզաններն օգտագործում են մեծ չափերի (2.5մմ և ավելի տրամագծով) կլոր և ձևավոր լարերի կորզանման համար:
Կարծր համաձուլվածքներից պատրաստված կորզանները ծառայում են 0.3…0.5մմ տրամագծերով լարերի կորզանման, ինչպես նաև փոքր և միջին կտրվածքների ձևավոր պրոֆիլներ ստանալու համար:
Ալմաստե կորզանները ավելի հաճախ օգտագործում են 1.2մմ-ից պակաս (մինչև 0.01մմ և ավելի բարակ) տրամագծով լարերի կորզանման համար:
Կորզանման ժամանակ քարշակող ուժի ազդեցության տակ կորզանից դուրս եկող մետաղի կտրվածքի մակերեսում առաջանում է կորզանման ձգման լարում
![]()
որտեղ PВ -ն կորզանման քարշակման ուժն է, S1 -ը՝ կորզանված լարի կտրվածքի մակերեսը:
Կորզանման գործընթացի անընդհատության ապահովման նպատակով անհրաժեշտ է, որպեսզի KВ լինի ավելի մեծ, քան կորզանվող մետաղի հոսունության սահմանը, երբ կորզանվող մետաղը մուտք է գործում կորզանի դեֆորմացման օջախ և լինի փոքր, երբ մետաղը դուրս է գալիս կորզանից:
Եթե կորզանման լարումը մեծ է մետաղի հոսունության սահմանից, ապա տեղի է ունենում կորզանվող մետաղալարի խզում հետևապես և կորզանման գորձընթացի խափանում: Կորզանման գորձընթացի կայունության համար անհրաժեշտ է ունենալ մետաղի ամրության որոշ պաշար KВ –ի համեմատ: Այս պայմանի ապահովումը բերում է նաև էլեկտրաէներգիայի խնայողությանը, կորզանի մաշվածության փոքրացմանը և կորզանման գործընթացի անընդհատությանը:
Կորզանման արտադրողականության մեծացման վրա մեծ ազդեցություն ունեն հետևյալ գործոնները.
շկորզանման ենթարկվող մետաղի որակը, կառուցվածքը և հատկությունները,
-կորզանի անցքի ձևը, մակերևույթի և նյութի որակը,
-օգտագործվող քսուքի որակը,
-եզակի շրջասեղման մեծությունը,
-կորզանման արագությունը և ջերմաստիճանը:
Կորզանի աշխատանքային գոտու մակերևույթի հղկվածության որակի բարձրացումը փոքրացնում է կորզանման ուժի մեծությունը: Առավելագույն թույլատրելի գումարային շրջասեղմումն այնքանով է մեծ, որքանով բարձր է մետաղի պլաստիկությունը, քսուքի և օգտագործվող կորզանի որակը: Առավելագույն գումարային շրջասեղմումը մեծանում է եզակի շրջասեղման, ինչպես նաև նախապատրաստվածքի լայնական կտրվածքի փոքրացման դեպքում: Սակայն եզակի շրջասեղմման շատ փոքրացումը ցանկալի չէ, քանի որ հանգեցնում է կորզանվող մետաղի լայնական կտրվածքում անհամասեռ դեֆորմացիաների առաջացմանը:
Կորզանման գործընթացում կարևոր են շփման ուժերի շնորհիվ առաջացող ջերմության կարգավորման եղանակները. քանի որ ջերմաստիճանի մեծությունը խիստ կերպով ազդում է քսուքի հատկությունների և կայունության վրա, ինչպես նաև արտադրվող մետաղալարի որակի վրա:
Նախապատրաստվածքը միայն մեկ կորզանով մշակող կորզանման մեքենան (նկ. 2.4) կոչվում է միապատիկ կորզանման և օգտագործվում է հիմնականում մեծ չափի լարերի կորզանման համար: Կախված մեքենայի տեսակից` նախապատրաստվածքի տրամագիծը 8…25մմ է, իսկ պատրաստի մետաղալարինը` 6.8…17.3մմ:
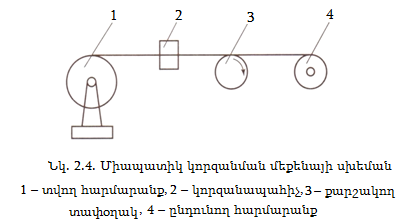
Կորզանումը միապատիկ կորզանման մեքենաներով նպատակահարմար է կատարել այն ժամանակ, երբ պահանջվում է ամենաշատ գումարային շրջասեղմում, որը կարելի է իրագործել մեկ-երկու միջաձգմամբ:
Նախապատրաստվածքը միաժամանակ մի քանի կորզաններով մշակող և մի քանի հաջորդաբար դասավորված կորզանակալներ և դրանց միջև դասավորված քարշակիչ սարքեր ունեցող կորզանիչ մեքենան (նկ. 2.5) կոչվում է բազմապատիկ կորզանման մեքենա:
Բազմապատիկ կորզանման մեքենաները լինում են` սահքով և առանց սահքի:
Սահքով կորզանման մեքենայում որպես քարշակիչ սարքեր ծառայում են պտտվող թմբուկները (տափօղակներ, հոլովակներ), որոնց վրա փաթաթվում է մի քանի (2…5) գալար մետաղալար, ընդ որում թմբուկների շրջադարձ արագությունները միջաձգվող մետաղի շարժման արագությունից մեծ են, որով և պայմանավորված է սահքի առկայությունը թմբուկի և մշակվող մետաղի միջև:
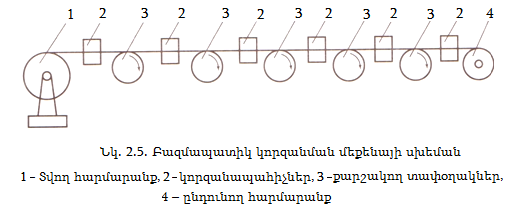
Առանց սահքի կորզանման մեքենաներում մշակվող մետաղի և քարշակիչ սարքի թմբուկի մակերևույթի միջև սահքը բացառվում է:
Բազմակի կորզանման առանց սահքի մեքենաներն օգտագործվում են միայն 10 մմ-ից ավելի տրամագծով ալյումինե մետաղալարերի կորզանման համար:
ԱՊՀ երկրների կաբելային արդյունաբերության մեջ օգտագործվող մեքենաների հիմնական տեսակը բազմակի կորզանման սահքով մեքենաներն են:
Կախված բարակացման ենթակա մետաղալարի տրամագծից, մեքենաները բաժանվում են հետևյալ դասերի.
- հատուկ կոշտ կորզանման 6 մմ և ավելի,
- կոշտ կորզանման (3,5…1.6) մմ,
- միջին կորզանման (1.6…0.2) մմ,
- նուրբ կորզանման (0.9…0.1) մմ,
- ամենանուրբ կորզանման (0.1…0,025) մմ:
Մետաղալարի կորզանման ժամանակ փոխվում են ձգված մետաղի հատկությունները` ամրությունը մեծանում է, իսկ պլաստիկությունը և էլեկտրահաղորդականությունը փոքրանում են: Կորզանված մետաղալարի պլաստիկությունը և էլեկտրահաղորդականությունը մեծացնելու համար կատարում են նրա թրծաթողում, այսինքն՝ տաքացնում են որոշակի ջերմաստիճանում: Որքան ցածր է ջերմաստիճանը, այնքան տևական է պահաժամը և հակառակը, որքան բարձր է ջերմաստիճանը, այնքան կարճ պետք է լինի պահաժամը: Թրծաթողումը ցածր ջերմաստիճաններում և երկար պահաժամում ապահովում է մետաղի ամբողջ ծավալի տաքացում և այսպիսով լավացնում է թրծաթողման որակը, բայց իջեցնում է արտադրողականությունը:
Պղնձալարի
թրծաթողումը կախված չափերից և տաքացման տևողությունից՝ կատարվում է 350-650![]() ջերմաստիճանային տիրույթում: Պղնձալարը
օքսիդացումից պահպանելու համար թրծաթողումը կատարում են պաշտպանիչ մթնոլորտում կամ
վակուումում: Պղնձալարի թրծաթողման ժամանակ որպես պաշտպանիչ մթնոլորտ օգտագործվում
է ջրի գոլորշի կամ ածխաթթու գազ: Ջրի գոլորշին, որը շատ մատչելի է գործարանային
պայմաններում, ունի մի էական թերություն` ցածր ջերմաստիճաններում ունակ է խտանալու:
Ջերմաստիճանի բարձրացման առաջին փուլում գոլորշի մատուցելիս խտուցքը կնստի թրծաթողվող
մետաղալարի մակերևույթին՝ հետագա գոլորշիացման ժամանակ առաջացնելով բծեր: Սառեցման
վերջին փուլում խտուցքը թափանցում է կոճերի վրա փաթաթված մետաղալարի ներքին շերտերը,
հանգեցնելով թրծաթողվող մետաղի օքսիդի շերտի առաջացման: Այս պատճառով էլ կոճերի վրա
փաթաթված միջին և բարակ չափերի մետաղալարերի թրծաթողման ժամանակ անցանկալի է գոլորշու
օգտագործումը:
ջերմաստիճանային տիրույթում: Պղնձալարը
օքսիդացումից պահպանելու համար թրծաթողումը կատարում են պաշտպանիչ մթնոլորտում կամ
վակուումում: Պղնձալարի թրծաթողման ժամանակ որպես պաշտպանիչ մթնոլորտ օգտագործվում
է ջրի գոլորշի կամ ածխաթթու գազ: Ջրի գոլորշին, որը շատ մատչելի է գործարանային
պայմաններում, ունի մի էական թերություն` ցածր ջերմաստիճաններում ունակ է խտանալու:
Ջերմաստիճանի բարձրացման առաջին փուլում գոլորշի մատուցելիս խտուցքը կնստի թրծաթողվող
մետաղալարի մակերևույթին՝ հետագա գոլորշիացման ժամանակ առաջացնելով բծեր: Սառեցման
վերջին փուլում խտուցքը թափանցում է կոճերի վրա փաթաթված մետաղալարի ներքին շերտերը,
հանգեցնելով թրծաթողվող մետաղի օքսիդի շերտի առաջացման: Այս պատճառով էլ կոճերի վրա
փաթաթված միջին և բարակ չափերի մետաղալարերի թրծաթողման ժամանակ անցանկալի է գոլորշու
օգտագործումը:
Ժամանակակից թրծաթողման վառարաններում և սարքերում, որպես ջերմության աղբյուր, ծառայում են էլեկտրական կամ գազի այրման էներգիան:
Անընդհատ
գործողության վառարաններն ունեն ջրափականով շղթայական էլևատոր-տեղափոխիչ: Սա հորիզոնական
ջեռուցման խուց է, որի ելքը և մուտքը հերմետիկացված են ջրով: Նման կառուցվածքի վառարանների
թերությունը այն է, որ թրծաթողումից հետո մետաղալարը վառարանից դուրս է գալիս ջրի
կաթիլներով պատված և երկար պահպանելիս օքսիդանում է: Ջրից դուրս գալուց հետո մետաղալարի
չորացումը արագացնելու համար ջրի ջերմաստիճանը ելքային վաննայում 70![]() -ից ցածր չպետք է լինի:
-ից ցածր չպետք է լինի:
Պարբերական գործողության չոր թրծաթողման վառարանները օգտագործում են բարակ չափերի, ինչպես նաև անագապատման և էմալապատման համար նախատեսվող մետաղալարերի թրծաթողման համար:
Ավելի հարմար և բաց գույնի մետաղալարի ստացման հնարավորությունը համարվում է չոր թրծաթողման վառարանների առավելությունը: Սակայն թրծաթողման ցիկլը, որը ներառում է տաքացում, պահում և սառեցում, չոր թրծաթողման վառարաններում զգալիորեն տևական է, քան անընդհատ գործողության էլևատոր-տեղփոխչային տիպի վառարաններում:
Լայնորեն օգտագործվում է հպումային թրծաթողումը, որի ժամանակ մետաղալարի տաքացումը կատարվում է նրա միջով անմիջականորեն էլեկտրական հոսանքի անցկացումով: Հպումային թրծաթողումը սովորաբար համատեղվում է կորզանման գործընթացի հետ:
2.3. Ոլորումը կաբելային արտադրությունում
Ոլորումը կաբելային արտադրության տեխնոլոգիական գործընթացներից կարևորագույններից մեկն է:
Ոլորման շնորհիվ կաբելային շինվածքը ձեռք է բերում կայուն կառուցվածք և ճկունություն: Ոլորման միջոցով առանձին էլեմենտար մետաղալարերից ստեղծվում են հոսանքատար ջղեր և չմեկուսացված հաղորդալարեր: Մեկուսացված ջղերից անմիջապես ոլորվում են հաղորդալարեր կամ քուղեր և կաբելներ, կամ նրանց կառուցվածքում ներառված տարբեր բաղկացուցիչ մասերը` խմբեր ու փնջեր, հիմնականում կապի կաբելներում:
Ոլորումը կաբելային արտադրության այն գործընթացն է, որի ընթացքում համախմբելով կաբելային շինվածքի առանձին տարրերը պտուտակաձև տեղակայվում են միջուկի շուրջը: Ոլորման յուրաքանչյուր տարր, որը տեղակայված է կաբելի արտաքին շերտում, գալար է:
Ոլորումը կարող է լինել մենաուղղորդված և տարաուղղորդված: Մենաուղղորդված ոլորման ժամանակ բոլոր տարրերը ոլորվում են միևնույն ուղղությամբ ինչպես ժամսլաքի (աջ ոլորում), այնպես էլ նրան հակառակ (ձախ ոլորում):
Մենաուղղորդված ոլորումը լինում է երկու տեսակի` շերտային ոլորվածք (ուղիղ) և փնջային (խառն): Ուղիղ ոլորման դեպքում մեկ կամ մի քանի մետաղալարերի կտրվածքի վրա տեղակայվում են մեկ կամ մի քանի ոլորվածքի շերտեր, որոնք անպայման պետք է ունենան տարբեր ուղղություններ: Փնջային ոլորման ժամանակ կաբելային արտադրատեսակի բաղկացուցիչ տարրերը ոլորվում են միևնույն ուղղությամբ:
Տարաուղղորդված ոլորման դեպքում ոլորման ուղղությունը պարբերաբար փոփոխվում է, այսինքն՝ յուրաքանչյուր հաջորդ տեղամաս ոլորվում է նախորդ տեղամասի նկատմամբ հակառակ ուղղությամբ: Այս ոլորումը կոչվում է SZ-ոլորում:
Տարաուղղորդված ոլորումն օգտագործվում է կապի կաբելների առանձին փնջերի ոլորման համար, որոնք այնուհետև օգտագործելով մենաուղղորդված ոլորումը, ոլորվում են կապի կաբելի միջուկ-ոլորվածքը: Բացի դրանից, տարաուղղորդված ոլորումն օգտագործվում է մինչև 240մմ2 կտրվածքի մակերես ունեցող մեկուսացված ջղերի ոլորման համար ուժային կաբելների արտադրությունում: Տարաուղղորդված ոլորումը ոլորման հիմնական եղանակն է, որն օգտագործվում է օպտիկական կաբելների արտադրությունում:
Տարաուղղորդված ոլորումը հիմնականում օգտագործվում է այն դեպքերում, երբ անհրաժեշտ է կաբելային նախաշինվածքի ոլորումը և տեխնոլոգիական այլ գործընթաց միավորել մեկ տեխնոլոգիական գործընթացի մեջ (օրինակ, մեկուսացված ջղերի ոլորումը և պաշտպանիչ պատյանի տեղադրումը):
Ոլորման գործընթացի տեխնոլոգիական հիմնական բնութագրերն են ոլորման քայլը, անկյունը և մոդուլը (նկ.2.3.1):
Ոլորման քայլը (H) - դա ոլորման ենթարկվող շինվածքի (ջղի, խմբի, փնջի, կաբելային միջուկի) երկարության այն մեծությունն է, որը համապատասխանում է ոլորման ենթարկվող ցանկացած տարրի մեկ լրիվ պտույտին տվյալ շինվածքի շուրջը: Փաստորեն ոլորման քայլի մեծությունը բնորոշում է ոլորվածքի դիքությունը: Ոլորման քայլը չափվում է միլիմետրերով:
Գործնականում
հաճախ օգտագործվում է «ոլորման քայլի բազմապատիկությունը», որը հավասար է ոլորման քայլի
և ոլորվածքի արտաքին տրամագծի հարաբերությանը: Ոլորման ![]() անկյունը կազմվում է ոլորվող շինվածքի
առանձին ուղղահայացի և ոլորման էլեմենտի հարթությունում փռվածքի առանցքի միջև, որի
տանգենսը հավասար է ոլորման քայլի և ոլորման շերտի միջին շրջանագծի երկարության հարաբերությունը
անկյունը կազմվում է ոլորվող շինվածքի
առանձին ուղղահայացի և ոլորման էլեմենտի հարթությունում փռվածքի առանցքի միջև, որի
տանգենսը հավասար է ոլորման քայլի և ոլորման շերտի միջին շրջանագծի երկարության հարաբերությունը![]() :
:
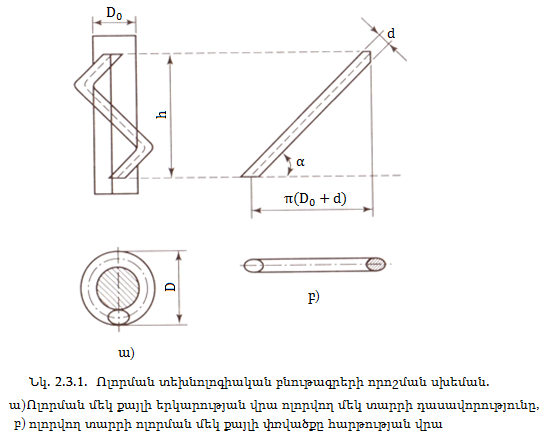
Օգտագործվում
է նաև ոլորման մոդուլ (M) բնութագիրը, որը ոլորող մեքենայի
պտույտների թվի ![]() և
և
![]() պատրաստվող կաբելային
ոլորվածքի գծային արագության հարաբերությունն է`
պատրաստվող կաբելային
ոլորվածքի գծային արագության հարաբերությունն է`![]() :
:
Մենաուղղորդված ոլորման մեքենաները լինում են երկու տեսակի` վանդակային և շրջանակային:
Կախված նրանից, թե մեքենայի որ հանգույցն է պտտվում ոլորվածքի առանցքի նկատմամբ, տարբերակվում են չորս տեսքի ոլորող մեքենաներ` ոլորվող տվող հարմարանքով, ոլորվող ընդունող հարմարանքով, շրջանակով պտտվող տվող հարմարանքի շուրջը և շրջանակով պտտվող ընդունող հարմարանքի շուրջ:
Ոլորման ժամանակ իրար նկատմամբ ոլորվող շինվածքի բոլոր տարրերը ենթարկվում են իրենց առանքցի շուրջը պտտման: Այդ պատճառով դրանցում առաջանում են ոլորման և ճկուն դեֆորմացիաներ, որոնք կարող են բերել ոչ միայն ոլորված շերտի ուռածությանը, այլ նաև հանգույցների կամ օղակների առաջացման: Այդ երևույթների բացառման համար օգտագործվում է ոլորում առանձին տարրերի հետոլորումով: Այս գործողության իրականացման նպատակով կաբելի կառուցվածքի տարրերի տվող թմբուկները, ինչպես նաև մետաղալարերի տվող թմբուկները ոլորվում են իրենց առանցքի շուրջը ընդհանուր ոլորման առանցքի շուրջը ընդհանուր ոլորման հակառակ ուղղությամբ:
Վանդակային ոլորող մեքենաները բաղկացած են մի քանի իրար զուգահեռ մետաղական օղակներից կամ սկավառակներից կոշտ ձևով ամրացված մետաղե սնամեջ լիսեռի վրա (նկ.2.3.2): Այդ օղակների կամ սկավառակների միջև ամրացված են օրորոցներ, որոնցում դրվում են տվող թմբուկները և ամրացվում: Տվող թմբուկներից նախապատրաստվածքներն անցնում են օրորոցների սնամեջ առանցքով, օղակների կամ սկավառակների վրա բաշխված անցքերով և հաջորդ սեկցիայի երկու օրորոցների արանքով հասնում են բաժանարար վարդակին:
Տվող թմբուկների արգելակման սարքն արգելակող փոկանիվ է և արգելակումը կարգավորող ժապավեն, որի ձգվածությունը կարգավորվում է պտուտակմանեկ հարմարանքով:
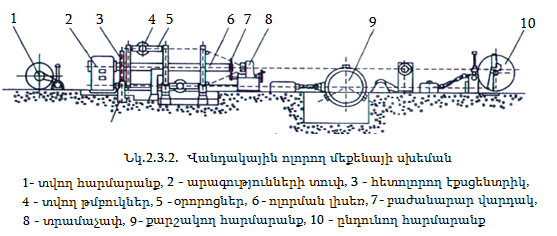
Վանդակային ոլորող մեքենաների պտտման արագությունը չի գերազանցում 250պտ/րոպե:
Այս մեքենաները կարող են ունենալ մեկից ավելի վանդակներ դասավորված իրար հետևից, հիմնականում (1 + 6 + 12 + 18 + 24 + 30 + 36) տվող թմբուկներով:
Գլանակաձև ոլորող մեքենան, ունի երկար գլան, որի ներսում տեղադրված են օրորոցների մեջ տվող թմբուկները և այդ գլանը (ռոտորը) պտտվում է անշարժ տվող թմբուկների շուրջը: Բոլոր տիպի գլանաձև մեքենաները (նկ. 2.3.3) ունեն անշարժ տվիչ, որի թմբուկի վրա տեղադրվում է նախապատրաստվածքը (միջուկ կամ մետաղալար կամ մետաղալարի փունջ):
Հաջորդ շերտի ոլորվող էլեմենտների 6 կամ 12 տվող թմբուկները տեղադրվում են պտտվող ռոտորի ներսում: Ռոտորից դուրս եկող ոլորվածքը, անցնելով քարշակիչ հարմարանքով, դասավորվում է ընդունող հարմարանքի թմբուկի վրա:
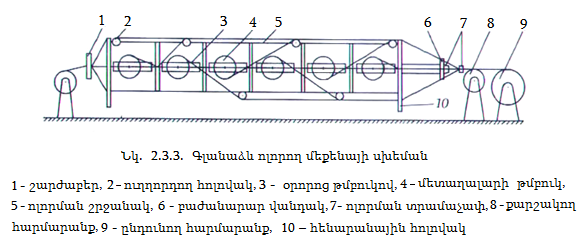
Շրջանակային ոլորող մեքենաներն ունեն երկու ընդհանուր առավելություն, որոնցով դրանք տարբերվում են ոլորող վանդակային մեքենաներից: Առաջինը դրանց բավականին արագընթացությունն է, որը բացատրվում է ծանր պտտվող զանգվածների բացակայությամբ: Պտտման հաճախությունը կախված է միայն նրա կառուցվածքային ամրությունից, ձևի կատարելությունից, հավասարակշռման աստիճանից և կարող է հասնել րոպեում մի քանի հազար պտույտի:
Երկրորդ առավելությունը շինվածքի կրկնակի ոլորման հնարավորությունն է ոլորող շրջանակի մեկ պտույտի դեպքում: Կրկնակի ոլորումը հնարավոր է այն դեպքում, երբ շրջանակ մտնող և դուրս եկող շինվածքների ոլորվածքներն իրար նկատմամբ կունենան հակառակ ուղղություններ:
Մեքենաները որոնցում ոլորող շրջանակը պտտվում է միայն ընդունող հարմարանքի շուրջը և ոլորման մեկ պտույտի դեպքում տեղի է ունենում նախաշինվածքի միայն մեկ ոլորում կոչվում են եզակի ոլորման:
Հաշվի առնելով վերոհիշյալը՝ շրջանակային ոլորող մեքենաները բաժանվում են եզակի և կրկնակի ոլորման մեքենաների:
Նկ. 2.3.4-ում բերված է եզակի ոլորման շրջանակային մեքենայի սխեման, իսկ նկ. 2.3.5-ում` կրկնակի ոլորման շրջանակային մեքենայի սխեման:
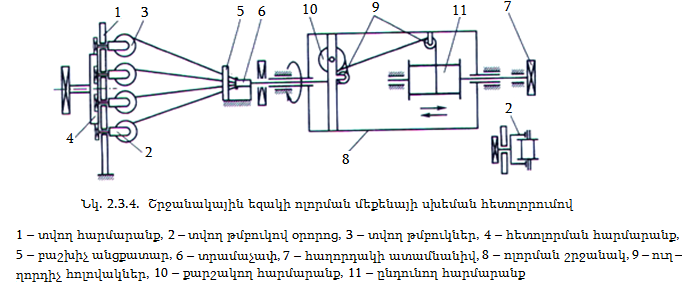
Քանի որ կրկնակի ոլորման մեքենայի դեպքում շրջանակի մեկ պտույտին համապատասխանում է ոլորվող շինվածքի երկու ոլորում կամ պտույտ, ուստի այս մեքենաների օգտագործման դեպքում շինվածքի ոլորման քայլը ստացվում է երկու անգամ փոքր, քան եզակի ոլորման մեքենայի դեպքում:
Կրկնակի ոլորման շրջանակային մեքենաները հիմնականում ստեղծվել են պղնձե լարերից բավականին բարձր ճկունության (5 և 6 դասի) մինչև 10մմ2 հատույթի ջղեր կամ մեծ հատույթի պղնձե ճկուն ջղերի բաղկացուցիչ տարրերի ոլորման համար: Իսկ վերոհիշյալ նախաշինվածքներից վանդակային մեքենաների օգնությամբ ոլորվում են ուղիղ ոլորված մեծ հատույթի ճկուն պղնձե ջղեր հիմնականում ճկումների և ոլորվածքների ենթարկվող կաբելների և քուղերի հոսանքատար ջղերի համար:
Պետք է նշել, որ կաբելային արտադրությունում շահագործվող մեքենաների ցանկը չի սահմանափակվում նշված մեքենաներով: Գոյություն ունեն նաև սկավառակային ոլորող մեքենաներ, որոնց վրա տեղակայվում են տվող թմբուկները և ոլորվում է սկավառակը, ոլորվածքը, անցնելով քարշակող հարմարանքով, հավաքվում է ընդունող հարմարանքի թմբուկի վրա, և այդ դեպքում ընդունող թմբուկի մեծության չափերը չեն սահմանափակվում: Գոյություն ունեն նաև պտտվողտվող հարմարանքով ոլորող մեքենաներ:
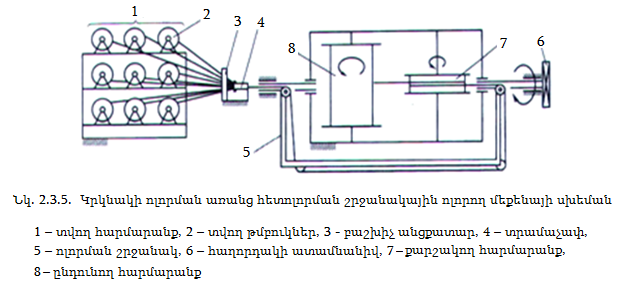
Յուրաքանչյուր դեպքում ոլորող մեքենայի ընտրությունը հիմնականում կախված է կաբելային արտադրությունում համապատասխան կաբելային նախաշինվածքի կառուցվածքային առանձնահատկություններից:
2.4. Հյուսվածքապատում և փաթաթում
Կաբելային արտադրության տեխնոլոգիական գործնթացների մեջ առաջին անգամ որպես մեկուսացման տեխնոլոգիական գործընթաց օգտագործվել է բնական թելերի փաթաթումը հոսանքահաղորդիչ մետաղական լարերի վրա: Բամբակե թելային մեկուսացումը փաթաթումով կիրառվել է փաթույթային հաղորդալարերի արտադրությունում: Հետագայում օգտագործվել են այդ նպատակով մետաքսե և սինթետիկ թելերից փաթաթման գործընթացները: Ընդ որում, մետաքսե թելի շերտի հաստությունը երկու անգամ բարակ է, քան բամբակե թելային շերտինը:
Մինչ արհեստական թելերի արտադրության կազմակերպումը հաղորդալարերի հիմնական մեկուսացում հանդիսացել է միայն թղթե փաթաթվածքը:
20 -րդ դարի կեսերին կաբելային արդյունաբերությունում ռետինի մեկուսացումով հաղորդալարերի մեծամասնության կառուցվածքում սկսեց օգտագործվել որպես պաշտպանիչ շերտ թելային փաթաթվածք և հյուսվածք: Այդ շերտերի առկայությունը կաբելային շինվածքների մեկուսացումն արտաքին մեխանիկական ազդեցություններից պաշտպանությունն է, իսկ քիմիական ազդակներից զերծ պահելու համար այդ թելային հյուսվածքները և փաթաթավածքները լաքապատվում են տարբեր տիպի լաքերով:
Հյուսվածքապատումը կաբելային շինվածքների թելային հյուսերով ծածկումն է երկու ուղղություններով, որի ժամանակ հյուսը կամ փունջը, որը տեղադրվում է մեկ ուղղությամբ, հյուսվում է հակառակ ուղղությամբ փաթաթվող հյուսի կամ փնջի հետ: Հյուսվածքապատման հիմնական տեխնոլոգիական բնութագրերն
են` հյուսվածքի քայլը` h, տեղադրման անկյունը` ![]() և մակերևույթային խտությունը`H
:
և մակերևույթային խտությունը`H
:
Այս բնութագրերը ցուցադրված են նկ.2.4.1- ում, որը հյուսվածքի փռվածքն է հարթության վրա:
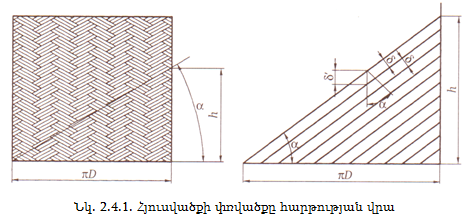
Հյուսվածքապատման
որակի հիմնական չափանիշը կաբելային տեխնիկայում նրա մակերևույթային խտությունն է, որը
ցույց է տալիս կաբելային շինվածքի հյուսվածքապատված մակերևույթի և նրա ամբողջ մակերևույթի
հարաբերություն: Երբ կաբելային շինվածքը հյուսվածքապատված է մետաղալարով, մակերևույթային
խտության մեծությունը կազմում է 70, 80, 90 և 96![]() իսկ թելային հյուսվածքապատման
դեպքում՝ 90 և 96
իսկ թելային հյուսվածքապատման
դեպքում՝ 90 և 96![]() 96
96![]() -ից բարձր խտության
դեպքում մետաղալարերը կամ թելերը կաբելային շինվածքի որոշ մակերևույթներում ուռչում
են, այսինքն՝ որոշ հյուսեր կամ փնջեր լրիվ չեն սեղմվում հյուսվածքապատվող կաբելային
շինվածքի մակերևույթին:
-ից բարձր խտության
դեպքում մետաղալարերը կամ թելերը կաբելային շինվածքի որոշ մակերևույթներում ուռչում
են, այսինքն՝ որոշ հյուսեր կամ փնջեր լրիվ չեն սեղմվում հյուսվածքապատվող կաբելային
շինվածքի մակերևույթին:
Կաբելային արտադրությունում օգտագործվող բոլոր հյուսվածքապատող մեքենաները բաժանվում են երկու տեսակի` կոճապահիչային և կարուսելային:
Կոճապահիչային մեքենաները հիմնականում բազմընթաց են: Յուրաքանչյուր ընթացքը մետաղական պտտվող սեղան է, որի վրա երկու ուղղությամբ արված են ալիքաձև ճեղքեր: Այդ ճեղքերում շարժվում են կոճապահիչները, որոնց վրա տեղադրված են տվող կոճերը հյուսվածքի լարով կամ թելով:
Մեքենայի աշխատանքի ժամանակ կոճապահիչների կեսը շարժվում է փակ ալիքաձև կորով ժամսլաքի ուղղությամբ, մյուս կեսը` հակառակ, որի շնորհիվ տեղի է ունենում թելիկների հյուսում, և առաջանում է շինվածքի մակերևույթի վրա հյուսվածք: Այս մեքենաների արտադրողականությունը բավականին ցածր է: Կարուսելային հյուսվածքապատող մեքենաների սեղանը պատրաստված է օղակաձև կողերից: Սեղանի վրա երկու շարքով իրար վրա տեղակայված են հորիզոնական պտտվող կոճապահիչները, որոնցից մի կեսը պտտվում է ժամսլաքի ուղղությամբ, իսկ մյուսը՝ հակառակ: Արդյունքում թելային փնջերը հատելով իրար՝ առաջանում է հյուսվածք:
Կարուսելային հյուսվաքապատող մեքենաներն ավելի արագընթաց են կոճապահիչների նկատմամբ, բայց ավելի բարդ է դրանց շահագործումը:
Փաթաթումը հոսանքատար ջղի կամ կաբելային նախապատրաստվածքի վրա ժապավենների, թելերի կամ մետաղալարերի պարույրային տեղակայման տեխնոլոգիական գործընթացն է: Փաթաթումը տեղակայվում է երեք մեթոդով.
- կցվածքով, երբ հարևան գալարների ծայրամասերը հպվում են իրար,
- վրածածկով, երբ յուրաքանչյուր գալար ծածկում է նախորդ գալարի որոշ մասը,
- բացակով, երբ երկու հարևան գալարների միջև առկա է բացակ:
Փաթաթման հիմնական տեխնոլոգիական բնութագրերը բերված են նկ. 2.4.2 – ում.
- փաթաթման քայլը (h) հավասար է երկու կետերի միջև եղած հեռավորությանը՝ չափված կաբելային շինվածքի առանցքի երկայնքով, որը համապատասխանում է փաթաթվող էլեմենտի մեկ լրիվ պտույտին.
-փաթաթման էլեմենտի լայնությունը՝b,
- փաթաթման
տեղադրման անկյունը՝![]()
- վրածածկի մեծությունը՝ e, որը հաշվարկվում է փաթաթման քայլի մասնեբաժնով (e = kh):
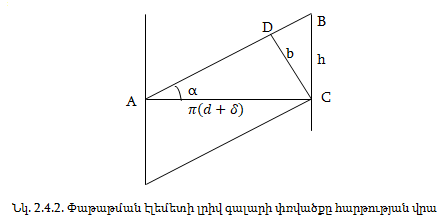
ABC ուղղանկյուն
եռանկյան AC էջը համապատասխանում է փաթաթվող լարի շրջանագծի երկարությանը և հավասար
է ![]() և, քանի
որ ABC և CBD եռանկյունները նման են,
և, քանի
որ ABC և CBD եռանկյունները նման են,
![]()
որտեղ
d - ն կաբելային նախապատրաստվածքի տրամագիծն է,![]() փաթաթվող
էլեմենտի հաստությունը: (2.4.1) արտահայտությունը կարելի է գրել հետևյալ ձևերով
փաթաթվող
էլեմենտի հաստությունը: (2.4.1) արտահայտությունը կարելի է գրել հետևյալ ձևերով
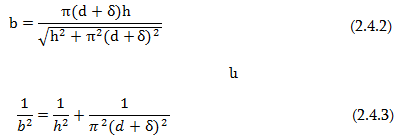
(2.4.3)
արտահայտությունը շրջանագծի հավասարումն է, որի միջոցով եթե կառուցենք դիագրամ՝ փաթաթման
քայլերը (h) և![]() մեծությունները տեղակայելով
որպես առանցքներ, ապա կարող ենք որոշել մետաղալարի վրա թելային փաթաթվածքի հիմնական
բնութագիրը` փաթաթման էլեմենտի լայնությունը (b):
մեծությունները տեղակայելով
որպես առանցքներ, ապա կարող ենք որոշել մետաղալարի վրա թելային փաթաթվածքի հիմնական
բնութագիրը` փաթաթման էլեմենտի լայնությունը (b):
Ժապավենային փաթաթման ժամանակ վերլուծման ենթարկելով ժապավենի մեկ շերտի փռվածքը, կստանանք 2.4.1-ին նույնատիպ արտահայտություն.

որտեղ e -ն վրածածկն է (+նշան) կամ բացակը (- նշան):
Օգտվելով (2.4.4) արտահայտությունից՝ կարելի է կառուցել դիագրամ և որոշել ժապավենային փաթաթման հիմնական տեխնոլոգիական բնութագրերը:
Փաթաթող մեքենաների կարևորագույն մասերը փաթաթիչներն են, որոնք իրարից տարբերվում են, թե ինչպիսի դիրք են գրավում նրանք կաբելի միջուկի, ջղի կամ փաթաթվող լարի առանցքի նկատմամբ:
Կենտրոնական փաթաթիչների ժապավենային հոլովակի, թելակոճի և մետաղալարով թմբուկի առանցքները համընկնում են փաթաթվող շինվածքի առանցքի հետ (նկ. 2.4.3):

Այս փաթաթիչները լավագույն ձևով հավասարակշռված են և թույլատրում են պտտման բարձր հաճախություն մինչև 1000պտ/րոպե: Սակայն փաթաթիչի վերալիցքավորման դեպքում կտրվում է փաթաթվող նախապատրաստվածքը: Այս փաթաթիչները լայն կիրառություն ունեն փաթույթային և տեղակայման հաղորդալարերի թելային մեկուսացման տեղադրման համար:
Արտակենտրոն փաթաթիչներում թելակոճի կամ ժապավենային հոլովակի առանցքը չի համընկնում փաթաթվող շինվածքի առանցքի հետ: Արտակենտրոն փաթաթիչները լինում են` հասարակ, հարթ, տանգենցիալ և կիսատանգենցիալ և բերված են (նկ. 2.4.4).
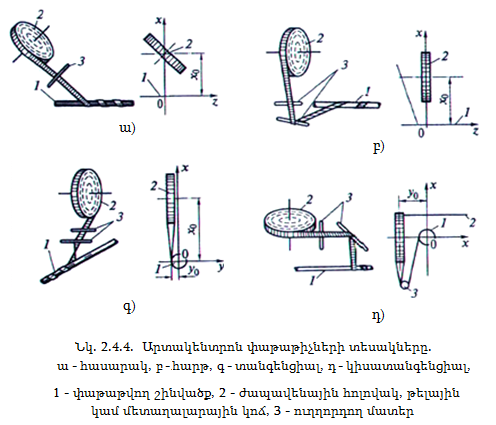
Հասարակ փաթաթիչի առանցքը նախաշինվածքի առանցքի նկատմամբ կազմում է որոշակի անկյուն: Ժապավենային հոլովակի տրամագիծը փաթաթման ընթացքում սկսում է փոքրանալ, որը բերում է փաթաթման բացվածքի մեծության փոփոխության, որը անթույլատրելի է բարձր լարման կաբելների թղթաժապավենային մեկուսացման դեպքում:
Հարթ փաթաթիչի հոլովակի առանցքը զուգահեռ է փաթաթվող շինվածքի առանցքին: Ժապավենի անհրաժեշտ ուղղությունը ստեղծվում է ուղղորդող մատների միջոցով: Այս փաթաթիչներն օգտագործվում են մինչև 10կՎ թղթե մեկուսացումով ուժային կաբելների արտադրությունում: Պտտման արագությունը հասնում է մինչև 350 պտ/րոպե:
Տանգենցիալ և կիսատանգենցիալ փաթաթիչների հոլովակի հարթությունը զուգահեռ է նախաշինվածքի առանցքին: Արդյունքում ստեղծվում է հնարավորություն ավելի կոմպակտ տեղավորել ժապավենային հոլովակները և մեծացնել պտտման արագությունը մինչև 750պտ/րոպե: Այսպիսի փաթաթիչները հիմնականում օգտագործվում են միջին և բարձր լարման հոսանքատար ջղերի թղթե մեկուսացման համար:
Բոլոր տիպի փաթաթիչներն ապահովված են թելի կամ ժապավենի անհրաժեշտ մեծության ձգվածությունը հաստատուն պահելու սարքավորումներով: Բացի այդ բոլոր փաթաթող մեքենաներն ունեն ավտոմատ սարքեր, որոնք թելի կամ ժապավենի կտրման դեպքում կանգնեցնում են մեքենան:
2.5. Պոլիմերային նյութերի արտամղում
Էքստրուզիան տեխնոլոգիական գործընթաց է, որի ընթացքում կլոր կամ այլ տեսքի կաղապարման անցքով նյութը ենթարկվում է արտամղման: Կաբելային արտադրությունում պոլիմերային կամ ռետինե նյութերը արտամղման են ենթարկվում օղակային անցքով որպես խողովակ, որը շրջագրկում է հոսանքատար ջիղը կամ կաբելային նախապատրաստվածքը: Պոլիմերները կաբելների և հաղորդալարերի արտադրությունում արտամղման են ենթարկվում հալված վիճակում:
Էքստրուզիան պատկանում է կաբելային արտադրության բավականին առաջադեմ գործընթացների շարքին, քանի որ ապահովում է տեխնոլոգիական սարքավորումների բարձր արտադրողականություն, նյութի համասեռ և միաձույլ շերտի տեղադրման հնարավորություն և բավականին մեծ երկարության կաբելային շինվածքների արտադրում: Էքստրուզիայի գործընթացը տալիս է արտադրության ավտոմատացման և հոսքագծերի ստեղծման մեծ հնարավորություններ:
Քանի որ արտամղման մեթոդով պոլիմերի մշակման ժամանակ էքստրուդերի ներսում պոլիմերը պինդ վիճակից տեղափոխվում է մածուցիկ հոսուն վիճակի, իսկ տեղակայումից հետո նորից տեղափոխվում պինդ վիճակի, ապա պետք է դիտարկել մի շարք բարդ ֆիզիկական պրոցեսներ (տաքացում արտաքինից և էքստրուդերի ներսում առաջացող շփումից), որոնք նկարագրվում են ջերմադինամիկայի և ջերմափոխանցման օրենքներով: Իսկ էքստրուդերում մածուցիկ հոսուն պոլիմերի տեղափոխելու պրոցեսի նկարագրման համար օգտագործվում են հիդրոդինամիկայի օրենքները:
Պոլիմերի սառեցման և կառուցվածքի ձևավորման պրոցեսում տեղի է ունենում բյուրեղացում կամ ապակիացում: Մի շարք դեպքերում, երբ անհրաժեշտ է ստանալ կարված կամ փրփրեցված մեկուսացում, ֆիզիկական պրոցեսներն ուղեկցվում են քիմիական ձևափոխումներով:
Կաբելային շինվածքների մեկուսացման և պոլիմերային պատյանի տեղադրման գործընթացը կախված է պոլիմերային կամ ռետինե նյութերին և նախաշինվածքներին ներկայացվող մի շարք պահանջներից: Նախաշինվածքը պետք է լինի մաքուր և չոր, տվող հարմարանքի թմբուկի վրա պետք է փաթաթված լինի խիտ և հավասարաչափ շարքերով առանց մեկ շարքի գալարների իրար վրա փաթաթվածքի: Վերջինիս առկայությունը թմբուկի վրա կարող է բերել նախաշինվածքի վրա տեղադրվող մեկուսացման և պատյանի հաստությունների տատանման կաբելային շինվածքի տարբեր երկարությունների վրա, և արտադրանքը կհամարվի անորակ:
Տվող թմբուկի
վրա նախաշինվածքը պետք է լինի հնարավորին չափ մեծ երկարության, որպեսզի բացառվի գործընթացի
հաճախակի ընդհատումը:Որպեսզի պոլիմերային նյութը չկեղտոտվի կամ չխոնավանա, գործարանային
փաթեթավորումից ազատում են անմիջապես օգտագործումից առաջ: Անհրաժեշտության դեպքում
պոլիմերային նյութը ենթարկվում է չորացման, քանի որ 0.1![]() -ից ավել խոնավություն պարունակելու
դեպքում նրա օգտագործումը կբերի մեկուսացումում բշտիկների առաջացմանը: Պոլիմերային
նյութերի ամենաարդյունավետ չորացման եղանակը վակումում չորացումն է:
-ից ավել խոնավություն պարունակելու
դեպքում նրա օգտագործումը կբերի մեկուսացումում բշտիկների առաջացմանը: Պոլիմերային
նյութերի ամենաարդյունավետ չորացման եղանակը վակումում չորացումն է:
Կաբելային շինվածքի ձգվածության և շարժման արագության հաստատուն պահպանումը տվող հարմարանքից մինչև ընդունող հարմարանքը կարևորագույն պայմաններից է՝ որակյալ արտադրանք ստանալու համար:
Էքստրուդերի և նրա գլխիկի կառուցվածքը պետք է բացառի այնպիսի գոտիների առաջացումը, որոնցում վերամշակվող պոլիմերային նյութը կարող է կանգ առնել, գերտաքանալ և քայքայվել՝ կեղտոտելով մեկուսացումը քայքայման բաղկացուցիչներով: Վերոհիշյալ կեղտոտվածությունների առաջացման արդյունքում տեղի է ունենում մեկուսացման էլեկտրական և ֆիզիկամեխանիկական բնութագրերի վատացում:
Բավականին կարևոր է էքստրուզիայի գործընթացի ընթացքում մեկուսացման երկրաչափական պահանջվող մեծությունների հաստատուն պահպանումը կաբելային շինվածքի ամբողջ երկարության վրա` շառավղային հաստությունը, տրամագիծը և համակենտրոնությունը:
Տեխնոլոգիական գործընթացը պետք է ապահովի կաբելային շինվածքների վրա պոլիմերային ծածկույթի համասեռությունն առանց կտրտումների և ողորկ մակերևույթով:
Այս տեսակետից բավականին կարևոր նշանակություն ունի ինչպես պոլիմերային նյութերի և ռետինների ջերմային ռեժիմների ճշգրիտ պահպանումն էքստրուզիայի ժամանակ, այլ նաև կաբելային շինվածքի մեկուսացման գծային արագության և հովացման ռեժիմների պահպանումը: Վերջինիս խախտումները կարող են բերել պոլիմերային և ռետինե մեկուսացմամբ կաբելային շինվածքների որակի կտրուկ իջեցմանը կամ խոտանի:
Կաբելային շինվածքների մեկուսացման և պաշտպանիչ պատյանների էքստրուզիայով տեղադրման գործընթացի գծային արագությունը սահմանափակվում է ոչ միայն էքստրուդերների արտադրողականությամբ, այլ նաև հովացման պայմաններով, ինչպես նաև ձևավորման գործիքների` բութակի (дорн) և մամլամայրի (матрица) ճշգրիտ չափերի ընտրությունից:
Էքստրուդերները կամ որդնյակային մամլիչները կաբելային արտադրության սարքավորումներ են, որոնք օգտագործվում են էքստրուզիայի եղանակով պոլիմերային նյութերի որպես մեկուսացում կամ պաշտպանիչ շերտեր վերադրման համար:
Էքստրուդերի ընդհանուր տեսքը և սկզբունքային սխեման բերված են նկ. 2.5.1-ում:
Որդնյակի օգնությամբ վերամշակվող նյութը տեղափոխվում է դեպի գլխիկը: Տեղափոխման ընթացքում գլանի ներսում վերամշակվող նյութը տաքանում է և հետզհետե փափկում: Նյութի տաքացումը կատարվում է ինչպես մեխանիկական ուժերի օգնությամբ այնպես և տաքացուցիչների հաշվին, որոնք տեղակայված են ականոցի ու գլանի միջև: Որոշ դեպքերում օգտագործվում է ինդուկցիոն տիպի տաքացում: Գլանի արտաքին մակերևույթը սառեցվում է օդով կամ ջրով, որոնք շրջապտույտ են գործում գլանի մակերևույթի վրայի ակոսներով:
Էքստրուդերները բնութագրվում են որդնյակի աշխատանքային L երկարության և D տրամագծի հարաբերությամբ:
Այդ հարաբերությունը կաբելային արտադրությունում տատանվում է 4-ից 25-ի սահմաններում:
Որդնյակը շարժման մեջ է դրվում հաստատուն հոսանքի էլեկտրական շարժիչի միջոցով, որի պտուտաթվերը կարգավորվում են և պահպանվում են հաստատուն բարձր ճշտությամբ:
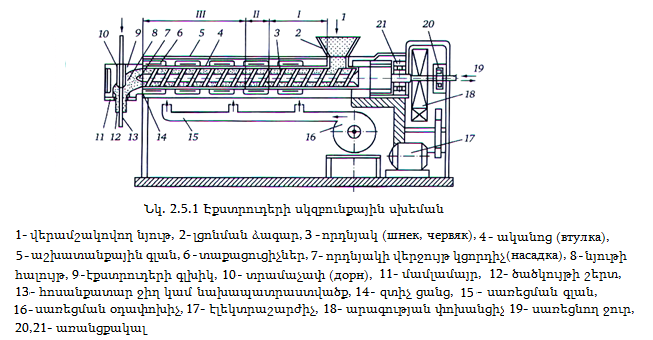
Ըստ երկարության էքստրուդերը բաժանվում է երեք գոտիների, և յուրաքանչյուր գոտում վերամշակվող նյութը գտնվում է տարբեր վիճակներում. I- բեռնավորման գոտի, II- սեղմման գոտի, III- արտամղման (չափավորման) գոտի Կաբելային արդյունաբերությունում օգտագործվող էքստրուդերներն ըստ որդնյակի տրամագծի դասակարգվում են հետևյալ շարքի. 20, 32, 45, 63, 90, 125, 160 և 200մմ: Վերոհիշյալ էքստրուդերների բնութագրերը բերված են աղյուսակ 2.5.1-ում:
Բավականին կարևոր նշանակություն ունի որդնյակի առանցքի երկայնքով վերամշակվող նյութի տարբեր գոտիներում նրա վրա ազդող ճնշման մեծությունը: Նկ. 2.5.2 –ում բերված է այդ ճնշումների փոփոխությունը որդնյակի առանցքի երկայնքով ըստ գոտիների:
Այդ ճնշումների շնորհիվ խտանում է պոլիմերային նյութը, ստացվում են կաբելային շինվածքների միաձույլ, հոմոգեն պոլիմերային ծածկույթներ առանց օդային ներառուկների, որը բնորոշում է արտամղված մեկուսացման և փողրակների բարձր որակը:
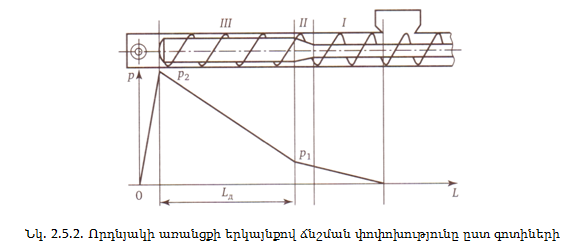
Կաբելային արտադրությունում հիմնականում օգտագործվում են ուղղանկյուն և շեղանկյուն գլխիկներով էքստրուդերներ, իսկ ուղղահոս գլխիկով էքստրուդերներն օգտագործվում են պոլիմերային խողովակներ պատրաստելու համար, երբ չի պահանջվում անցքով բութակ (дорн), որի անցքով պետք է շարժվի հոսանքատար ջիղ կամ նախաշինվածք:
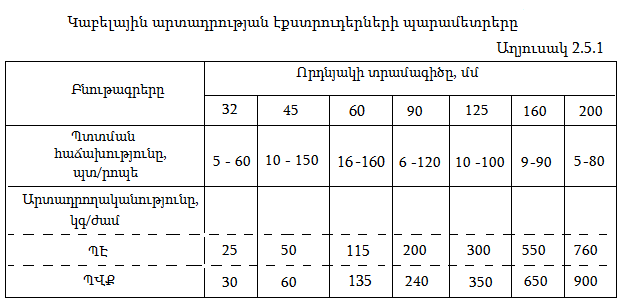
Կախված որդնյակի առանցքի և հոսանքատար ջղի կամ նախաշինվածքի փոխադարձ դիրքից էքստրուդերները լինում են ուղղանկյուն գլխիկով, շեղանկյուն գլխիկով և ուղղահոս գլխիկով, որոնց սխեմաները բերված են նկ. 2.5.3.-ում:
Երբ անհրաժեշտ է միաժամանակ հոսանքատար ջիղը մեկուսացնել երկու կամ երեք պոլիմերային շերտերով, օգտագործվում են զուգտակած (сдвоенный) կամ եռատակած (строенные) էքստրուդերներ, որոնք աշխատում են ընդհանուր գլխիկով և նրանց աշխատանքը սինքրոնացվում է:
Երկշերտ մեկուսացում կամ պաշտպանիչ պատյանի վրադրման զուգտակած էքստրուդերները միացվում են ուղղանկյուն կամ շեղանկյուն գլխիկով, իսկ երեք շերտերի վրադրման դեպքում միայն շեղանկյուն գլխիկով:
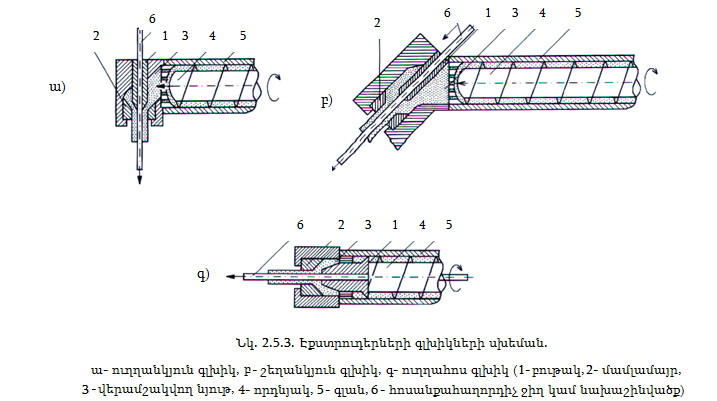
2.5.1. Էքստրուզիոն հոսքային կաբելային գծեր
Պլաստմասսայե ծածկույթների վրադրման էքստրուզիոն հոսքային կաբելային գծի տիպային սխեման բերված է նկ. 2.5.3 –ում:
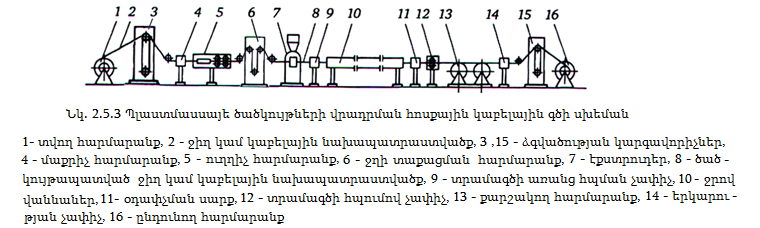
Գծի աշխատանքի սկուզբունքը հետևյալն է: Ջիղը կամ կաբելային նախապատրաստվածքը տվող հարմարանքից անցնելով ձգվածության կարգավորիչով, մաքրիչ և ուղղիչ հարմարանքներով (մաքրիչ և ուղղիչ հարմարանքները օգտագործվում են միայն միալար ջիղերի վրա մեկուսիչ ծածկույթ վրադրելու դեպքում) մտնում է մինչ էքստրուդերը տեղադրված հոսանքատար ջղի նախնական տաքացման հարմարանք: Հոսքագծերում հիմնականում օգտագործվում են առանցքային կամ պինոլային տիպի տվող հարմարանքներ: Օգտագործվում է նաև ոչ իներցիոն տիպի տվող կոնային հարմարանք, հիմնականում՝ մետաղալար և հոսանքատար ջղերի տրման համար: Նկ. 2.5.2-ում բերված է առանցքային տիպի տվող հարմարանքի սխեման:
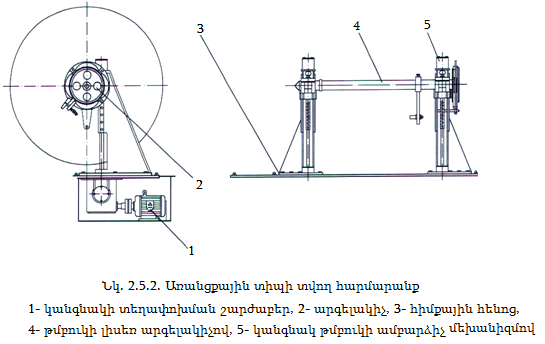
Այս տիպի տվող հարմարանքները բավականին պարզ կառուցվածքի և հնագույն սարքեր են, բայց մինչև հիմա ամենաշատ կիրառվողներն են ԱՊՀ երկրների կաբելային արտադրությունում:
Լավագույն տիպի տվող հարմարանքները դրանք սեղմիչ գլխիկներ (պինոլներ) ունեցող հարմարանքներ են (նկ.2.5.3): Տվող հարմարանքներից անմիջապես հետո տեղակայվում է կարգավորիչը, որը այնպիսի հոլովակների համակարգ է, որոնցից վերևի հոլովակները տեղակայված են անշարժ, իսկ ներքևինները ջղի կամ նախաշինվածքի ձգման ուժերի ազդեցությամբ կարող են շարժվել ուղղաձիգ ուղղությամբ: Եթե ձգվածությունը ցածր է նորմայից, ապա շարժական հոլովակները իջնում են ցած, իսկ ձգվածության մեծացման դեպքում՝ դեպի վերև: Այդ շարժումները վերածվում են ազդանշանների, փոխանցվում համապատասխան սարքին, որը կարգավորում է տվող հարմարանքի արգելակիչի վրա ազդող ուժի մեծությունը: Իսկ եթե կարգավորիչը տեղակայված է ընդունող հարմարանքից առաջ, ապա կարգավորիչում շարժվող հոլովակներն ապահովում են կաբելային շինվածքի հավասարաչափ ձգվածությունը և հոսանքային գծի աշխատանքի գծային արագության հաստատունությունը, երբ մեծանում է փաթաթման տրամագիծը ընդունող թմբուկի վրա:
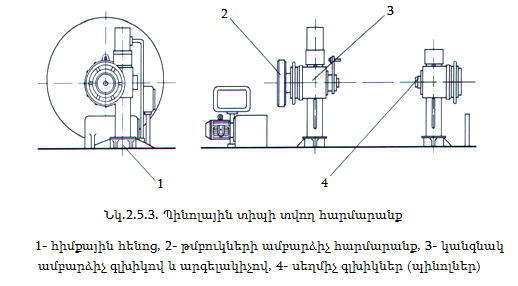
Հոսքագծի հիմնական տեխնոլոգիական հանգույցը էքստրուդերն է, որով կատարվում է մեկուսիչ կամ փողրակային ծածկույթների վրադրումը, որից հետո այդ ծածկույթները հովացվում են՝ անցնելով ջրի վաննաներով:
Վաննաների վերջում տեղադրված է օդափչման սարք: Անցնելով օդափչիչ սարքի ներսով՝ ծածկույթապատված կաբելային շինվածքի արտաքին մակերևույթից հեռացվում են մնացորդային ջրի մասնիկները: Մաքուր մակերևույթով շինվածքները քարշակվում են քարշակող հարմարանքի օգնությամբ, անցնում անհրաժեշտ հսկման-չափման սարքերով, ձգվածության կարգավորիչով և փափաթվում են ընդունող հարմարանքի թմբուկների վրա:
Հոսքագիծը շատ դեպքերում պարունակում է լարումով չոր փորձարկման սարք (АСИ) կամ ձայնահաճախային սարք (ЗАСИ) մեկուսացման հոծությունը շինվածքի ամբողջ երկարության վրա ապահովելու համար: Եթե շինվածքի որևէ մասում խախտվում է մեկուսացման հոծությունը, ապա կատարվում է շինվածքի ավտոմատ տեղափոխումը զուգահեռ տեղակայված ընդունող հարմարանքի այլ թմբուկի վրա:
Հոսքագիծը պարունակում է նաև շինվածքի երկարության հաշվիչ և մակնիշավորման սարքեր:
Մաքրիչ և ուղղիչ հարմարանքներն օգտագործվում են միայն միալար հոսանքատար ջղերի դեպքում: Հոսանքատար միալար ջիղը, անցնելով ուղղահայաց և հորիզոնական զույգ մետաղյա հոլովակներով, դրանց ենթարկում է պտտման, ջիղն ուղղվում է նախքան տաքացման սարք մտնելը:
Նախնական տաքացման սարքը բաղկացած է կոնտակտային հոլովակներից, որոնցով շարժվող հոսանքատար ջղին տրվում է էլեկտրական լարում:
Ջղի նախնական տաքացումն ապահովում է մեկուսացման անհրաժեշտ հարակցումը (адгезия) ջղին, ինչպես նաև բացառում է էքստրուդերի գլխիկում մետաղական ջղի միջոցով պոլիմերի հալույթի ավելորդ սառեցումը:
Հովացնող
վաննաները բաղկացած են լինում մեկ կամ մի քանի կիսախողովակներից որոնցով հոսում է հովացման
ջուրը: Ըստ հովացման ենթարկվող ծածկույթի տեսակի, վաննաների ջրի ջերմաստիճանները տարբեր
կիսախողովակներում կարող են լինել աստիճանային՝ էքստրուդերին մոտ վաննայում 90![]() , իսկ վերջինում
20
, իսկ վերջինում
20![]() :
:
Օգտագործվող քարշակող հարմարանքները լինում են երկու տեսակի` անվային և թրթուրային տիպերի:
Անվային տիպի քարշակող հարմարանքը (նկ.2.5.4,) բաղկացած է երկու փոկանիվներից, որոնց վրա կաբելային պատրաստվածքը, մի քանի անգամ շրջափաթաթվելով, տեղի է ունենում նրա քարշակումը: Շրջափաթաթումն ուժեղացնում է շփման ուժը պատրաստվածքի և փոկանիվի մակերևույթների միջև, առանց որի անհնարին կարող էր լինել պատրաստվածքի քարշակումը:
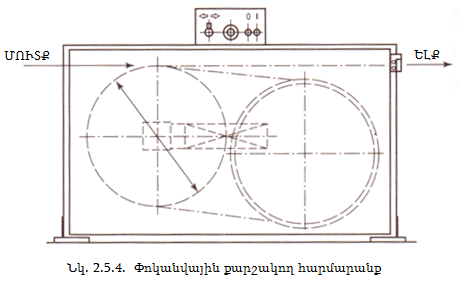
Անվային տիպի քարշակող հարմարանքը լինում է նաև մեկ փոկանիվով, որը պարագծի կես չափով ընգրկված է սեղմող փոկով(նկ.2.5.5): Պատրաստվածքն անց է կացվում փոկանիվի և փոկի շփման մակերևույթով, որի շնորհիվ ապահովվում է քարշակումը:
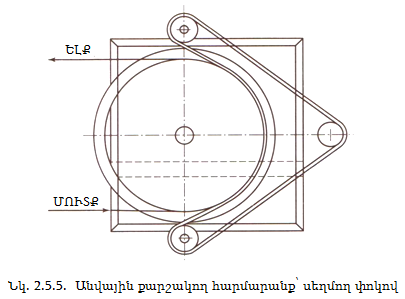
Թրթուրային տիպի քարշակող հարմարանքը (նկ.2.5.6) բաղկացած է երկու փոկերից, որոնք պտտվում են հակադարձ ուղղություններով: Փոկերը սեղմվում են իրար սեղմող ճնշման ուժի կարգավորիչով: Պատրաստվածքն անց է կացվում փոկերի միջով և կատարվում է քարշակումը:
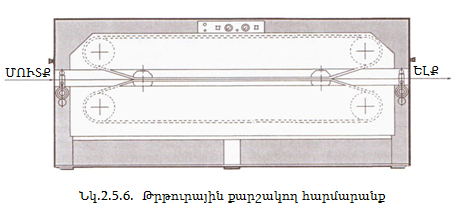
2.6. Կաբելային արտադրատեսակների պոլիմերային և ռետինե
ծածկույթների վուլկանացում և հոսքագծեր
Վուլկանացումը` պոլիմերի գծային մոլեկուլների կցակարման գործընթացն է, որը կատարվում է հատուկ հավելումների կամ կաուչուկի առկայության դեպքում միասնական տարածական ցանցերում ուղղահայաց կապերի հաշվին: Ընդ որում կցակարված նյութն անցնում է չհալվող և չլուծվող վիճակի և բարձր ջերմաստիճաններում չի հալվում: Վուլկանացման կամ կցակարման աստիճանը կախված է վուլկանացման դեպքում ձևավորված ուղղահայաց կապերի քանակից: Վուլկանացումից հետո (մալուխի արտադրությունում ամենաշատ վուլկանացման են ենթարկվում կաուչուկը և պոլիէթիլենը) նյութի հիմնական ֆիզիկամեխանիկական բնութագրերը փոփոխվում են: Շատ դեպքերում նաև բարձրանում է ջերմակայունությունը: Վուլկանացման գործընթացը կինետիկ գործընթաց է և, հետևաբար բնութագրվում է արագությամբ: Վուլկանացման կամ կցակարման աստիճանը որոշվում է ըստ վուլկանացման ընթացքում ձևավորված չլուծվող մասի` գել-ֆրակցիայի պարունակությամբ:
Կարծիք կա, որ մալուխների արտադրությունում կիրառվող նյութերում տարածական ցանցի ձևավորման գործընթացն առաջին կարգի քիմիական ռեակցիա է: Ուշադրություն դարձնենք, որ այդպիսի ռեակցիայի արագությունը որոշվում է մեկ գործընթացով, այսինքն՝ հակադարձ ռեակցիայի արագությունը հավասար է զրոյի: Գործող զանգվածների օրենքի համաձայն վուլկանացման կինետիկայի հավասարումը կլինի`
![]()
որտեղ ![]() ժամանակահատվածում
C հակազդած նյութի (վուլկանացնող ագենտի) խտության փոփոխությունն է,
ժամանակահատվածում
C հակազդած նյութի (վուլկանացնող ագենտի) խտության փոփոխությունն է, ![]() -ն ագենտի սկզբնական խտությունն
է, K-ն՝ ռեակցիայի հաստատուն արագությունը:
-ն ագենտի սկզբնական խտությունն
է, K-ն՝ ռեակցիայի հաստատուն արագությունը:
Ռեակցիայի հաստատուն արագությունը կախված է ջերմաստիճանից և որոշվում է`
![]()
Այստեղ E-ն վուլկանացման գործընթացի ակտիվացման էներգիան է,
![]() -ն սկզբնական պայմաններում
ռեակցիայի հաստատուն արագությունն է,
-ն սկզբնական պայմաններում
ռեակցիայի հաստատուն արագությունն է,
T-ն բացարձակ ջերմաստիճանն է,
R-ը՝ գազային հաստատունը:
Քանի որ կաբելային արտադրանքի արտամղված ծածկույթի վուլկանացումն ընթանում է ծածկույթի հաստությամբ փոփոխվող ջերմաստիճանի պայմաններում, ուստի գործնականում օգտագործվում է վուլկանացման ջերմաստիճանային գործակցի հասկացությունը`
![]()
որտեղ![]() -ն T ջերմաստիճանում
վուլկանացման ժամանակն է,
-ն T ջերմաստիճանում
վուլկանացման ժամանակն է,
![]() ջերմաստիճանում վուլկանակացման ժամանակը:
ջերմաստիճանում վուլկանակացման ժամանակը:
![]() ժամանակում կատարվում է նույն աստիճանի վուլկանացում:
Համաձայն Շեպարդի և Վիգանդայի տեսության մինչև 10
ժամանակում կատարվում է նույն աստիճանի վուլկանացում:
Համաձայն Շեպարդի և Վիգանդայի տեսության մինչև 10![]() ջերմաստիճանի բարձրացման դեպքում
վուլկանացման որոշակի աստիճանին հասնելու ժամանակը երկու անգամ կրճատվում է, իսկ վուլկանացման
ինտենսիվությունը կրկնապատկվում է: Սակայն գործնականում ընթացող քիմիական ռեակցիան
կախված է վուլկանացվող համակարգից, ուստի K=1,7…2,8 և որոշվում է փորձնականորեն:
ջերմաստիճանի բարձրացման դեպքում
վուլկանացման որոշակի աստիճանին հասնելու ժամանակը երկու անգամ կրճատվում է, իսկ վուլկանացման
ինտենսիվությունը կրկնապատկվում է: Սակայն գործնականում ընթացող քիմիական ռեակցիան
կախված է վուլկանացվող համակարգից, ուստի K=1,7…2,8 և որոշվում է փորձնականորեն:
Տեխնոլոգիական
բնութագրերից հիմնականը վուլկանացման հարթակն է, որն ![]() մեխանիկական լարվածության կախվածությունն
է շահագործման ժամանակից (նկ. 2.5.3): 1-2 տեղամասում վուլկանացվող նյութերի գործողության
հաշվին ձևավորվում է պոլիմերի տարածական կամ կցակարված կառուցվածք: 2-3 տեղամասում
մեխանիկական բնութագրերը չեն փոփոխվում, քանի որ վուլկանացման գործընթացը ավարտված
է: 3-4 տեղամասում առաջատար նշանակություն ունեն քայքայման գործընթացները, ինչը բերում
է մեխանիկական պարամետրերի փոքրացման: Ակնհայտ է, որ ինչքան փոքր է 1-2 ժամանակային
միջակայքը, այնքան արագ է ընթանում վուլկանացումը, այնքան բարձր է գործընթացի արտադրողականությունը:
Ակնհայտ է նաև, որ ինչքան լայն է 2-3 տեղամասը, այնքան փոքր վերավուլկանացման վտանգը:
Այս պարտավորությունը կարևոր է մեծ հաստության ծածկույթների վուլկանացման դեպքում,
քանի որ ներքին շերտերի վուլկանացման համար անհրաժեշտ ժամանակի ընթացքում ատաքին շերտերը
չպետք է վերավուլկանացվեն:
մեխանիկական լարվածության կախվածությունն
է շահագործման ժամանակից (նկ. 2.5.3): 1-2 տեղամասում վուլկանացվող նյութերի գործողության
հաշվին ձևավորվում է պոլիմերի տարածական կամ կցակարված կառուցվածք: 2-3 տեղամասում
մեխանիկական բնութագրերը չեն փոփոխվում, քանի որ վուլկանացման գործընթացը ավարտված
է: 3-4 տեղամասում առաջատար նշանակություն ունեն քայքայման գործընթացները, ինչը բերում
է մեխանիկական պարամետրերի փոքրացման: Ակնհայտ է, որ ինչքան փոքր է 1-2 ժամանակային
միջակայքը, այնքան արագ է ընթանում վուլկանացումը, այնքան բարձր է գործընթացի արտադրողականությունը:
Ակնհայտ է նաև, որ ինչքան լայն է 2-3 տեղամասը, այնքան փոքր վերավուլկանացման վտանգը:
Այս պարտավորությունը կարևոր է մեծ հաստության ծածկույթների վուլկանացման դեպքում,
քանի որ ներքին շերտերի վուլկանացման համար անհրաժեշտ ժամանակի ընթացքում ատաքին շերտերը
չպետք է վերավուլկանացվեն:
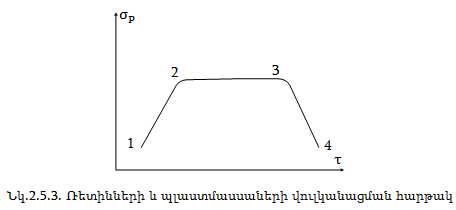
Վուլկանացման արագությունը որոշելու համար
![]()
արտահայտությունը կարելի է ներկայացնել հետևյալ կերպ`
![]()
որտեղ ![]() -ը վուլկանացման
ջերմաստիճաններն են,
-ը վուլկանացման
ջերմաստիճաններն են,
![]() -ը՝ համապատասխանաբար
-ը՝ համապատասխանաբար
![]() ջերմաստիճաններում
վուլկանացման ժամանակներն են:
ջերմաստիճաններում
վուլկանացման ժամանակներն են:
J վուլկանացման
արագությունը սովորաբար արտահայտվում է պայմանական միավորներով: Վուլկանացման նախնական
ժամանակը որոշվում է փորձնականորեն, ստանդարտ ռետինե խառնուրդի համար այն սովորաբար
որոշում են ![]() և 3 մթն ճնշման դեպքում: Վուլկանացման
աստիճանը քանակապես արտահայտվում է պայմանական միավորներով որոշվող E վուլկանացման
էֆեկտի միջոցով`
և 3 մթն ճնշման դեպքում: Վուլկանացման
աստիճանը քանակապես արտահայտվում է պայմանական միավորներով որոշվող E վուլկանացման
էֆեկտի միջոցով` ![]()
Հարկ է նշել, որ միևնույն վուլկանացման աստիճան ունեցող նյութերի համար վուլկանացման էֆեկտները հավասար են: Ուստի տարբեր ջերմաստիճաններում վուլկանացման միևնույն աստիճան ստանալու համար հարկավոր է կատարել հետևյալ պայմանը`
![]()
այսինքն` վուլկանացման ժամանակը վուլկանացման միևնույն աստիճանի դեպքում հակադարձ համեմատական է նրա արագությանը:
2.6.1. Անընդհատ վուլկանացման կաբելային գծեր
Անընդհատ վուլկանացման կաբելային գծերը (ԱՎԿԳ) այնպիսի ագրեգատներ են, որոնց մեջ համատեղված են արտամղման մեթոդով ծածկույթի, վուլկանացման և նրա փորձարկման գործընթացները: Այդպիսի համատեղումն ապահովում է աշխատանքի արտադրողականության բարձրացում, արտադրական մակերեսների տնտեսում, սպասարկող անձնակազմի կրճատում և թողարկվող արտադրանքի որակի բարձրացում: ԱՎՄԳ-ներն օգտագործվում են մալուխային արտադրանքների արտադրությունում ԿՊԷ-ից և ռետինից մեկուսացում և փողրակային ծածկույթների վրադրման համար:
Հորիզոնական ԱՎԿԳ (նկ. 2.6.1): Աշխատանքի սկզբունքը հետևյալն է: Հոսանքատար ջիղը (կամ կաբելի նախապատրաստվածք - միջուկը), որի վրա մեկուսացում (կամ փողրակային ծածկույթներ) է վրադրվում, տվիչ սարքից հակադարձ հոլովակի միջոցով մտնում է էքստրուդերի գլխիկ, որտեղ կատարվում է մեկուսացման (կամ թաղանթի) վրադրում: Էքստրուդերի գլխիկից կաբելը կամ լարի ջիղն անցնում է վուլկանացման խցիկ, որը միացված է էքստրուդերի հետ տելեսկոպիկ փականի միջոցով: Վուլկանացման խցիկի երկարությունը ընտրվում է 50-ից 100 մ՝ կախված ագրեգատի նշանակությունից: Վուլկանացման խցիկում մեկուսացումը (կամ թաղանթը) վուլկանացվում է, անցնում միջակայքային փակաղակի միջով և մտնում սառեցնող խցիկ: Սառեցված ջիղը (կամ լարը), դուրս գալով խցիկից, ընկնում է հակադարձ հոլովակի վրա, հետո ջրով ակոսի մեջ և ակոսից հետո ենթարկվում է օդով շրջափչման` ջրի մնացորդների հեռացման համար: Մեկուսացված ջիղը չոր փորձարկման ապարատի միջով անցնելով՝ քարշակվում է և տեղափոխվում ընդունող սարքավորում:
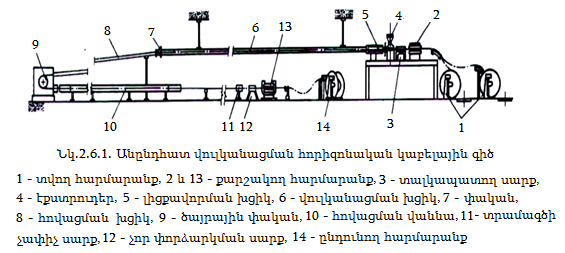
Արտադրական տարածքն ավելի արդյունավետ օգտագործելու համար ԱՎԿԳ-ի հարթակները տեղակայում են արտադրամասում աշխատող սարքավորումից 3…4մ բարձրության վրա: Վերին հարթակներից մեկի վրա տեղադրում են ձգող սարքով էքստրուդերը և հսկիչ սարքերով կառավարման վահաները, հարթակի տակ` տվիչ և ընդունող սարքերը, չոր փորձարկման ապարատը: Մեկ այլ վերին հարթակի վրա տեղադրում են միջակայքային և վերջնական փակաղակներով սառեցնող խցիկով և հակադարձ հոլովակով վուլկանացման խցիկները: Վուլկանացման խցիկը կախվում է ֆերմայի վրա ամբողջ արտադրամասի երկայնքով: Տեղակայման և սպասարկման հարմարության համար վուլկանացման խցիկի երկայնքով արտադրամասի գործող սարքավորումների, մետաղական կանգնակների կամ բարձակների վրա տեղադրում են ոչ մեծ հարթակ: Երբեմն մի քանի հարթակների վրա զուգահեռաբար տեղակայում են մի քանի ԱՎԿԳ-եր: Ագրեգատների տվող և ընդունող հարմարանքները տեղադրում են հարթակի տակ:
Վերին հարթակներում մեկ օպերատոր սպասարկում է մեկ կամ մի քանի էքստրուդեր և հետևում է ամբողջ ագրեգատի աշխատանքին, մյուսը գտնվում է հարթակի տակ` փոխում է ընդունիչ թմբուկները, տեղադրում է լարով կամ մեկուսացված ջղերով տվիչ թմբուկները, կատարում է արտադրանքի ընդունում և հանձնում, հետևում է երկարության հաշվիչի և չոր փորձարկման ապարատի աշխատանքին: Եթե ընդունիչ թմբուկ կամ կոնտեյներ ընդունված մեկուսացված ջղի և լարի վրա բացակայում են մեկուսացման անցքերը, ապա այդպիսի թմբուկը կամ կոնտեյները ջղի հետ առանց վերափաթաթման ուղարկվում են հետագա գործողության:
ԱՎԿԳ-ի վրա ստանդարտ տվող սարքը կազմված է 500-ից 760մմ տրամագծով կողերով, 300…400մմ և 350մմ լայնությամբ սրտիկի տրամագծով թմբուկների տվիչից: Այդպիսի թմբուկների վրա տեղավորվում է 20…40կմ լար և ոլորված ջիղ: Տվիչները սարքավորված են թմբուկների բարձրացման և իջեցման մեխանիկական սարքով: Էքստրուդեր մտնող լարի կամ ջղի հավասարաչափ ձգումը ապահովվում է հոլովակով լծակի օգնությամբ, արգելակող մոմենտի կարգավորմամբ: Ջղի ձգման դեպքում բարձրանում է հոլովակով լծակը, ինչը փոքրացնում է շրջանակային և ժապավենային արգելակիչների արգելակումը: Ագրեգատի վրա երկու տվիչների տեղադրման դեպքում մի թմբուկից երկրորդին անցումը կատարվում է առանց ագրեգատի կանգի:
ԱՎԿԳ-երում օգտագործվող Էքստրուդերներն ունեն 63…250մմ տրամագծի որդնյակներ: ԿՊԷ-ից ծածկույթի դրման դեպքում օգտագործվում են ստանդարտ տիպի էքստրուդերներ, որոնք օգտագործվում են ՊԷ վերամշակման համար: Ռետինե ծածկույթների վրադրման համար էքստրուդերներն ունեն իրենց յուրահատուկ բնութագրերը: Ռետինե ծածկույթ դնելու դեպքում, որպես կանոն, Էքստրուդերին մատուցվում են ռետինե գոտիներ: Հնարավոր է նաև էքստրուդերի սնուցումը ռետինե խառնուրդի հատիկներով: Կաբելի ջղի կամ նախապատրաստվածքի վրա միաժամանակ մեկուսչի և թաղանթի կամ մեկուսչի և կիսահաղորդիչ էկրանների դրման համար կիրառում են անկյան տակ տեղակայված երկակի կամ եռակի էքստրուդերներ:
Մուտքային կամ լիցքավորող փականը (նկ.2.6.2), որը միացնում է վուլկանացման խցիկը էքստրուդերի գլխիկի հետ, կազմված է անշարժ կանգնակից և ատամնավոր անվի ու ձողաքանոնի օգնությամբ նրա վրա տեղաշարժվող տելեսկոպիկ խողովակից:
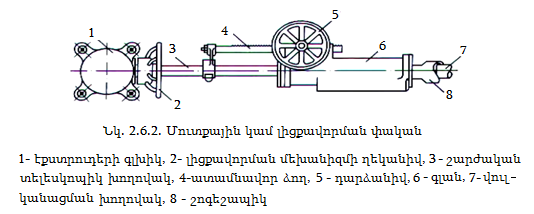
Ագրեգատի լիցքավորման և կարգավորման ժամանակ տելեսկոպիկ խողովակը տեղափոխվում է վուլկանացման խցիկի ներսը: Վուլկանացման խցիկի և խողովակի միջև տարածությունը ծառայում է էքստրուդերի գլխիկի մասերը փոխելու, մեկուսացման կամ թաղանթի համակենտրոնության ստուգման և կարգավորման համար: Վուլկանացման խցիկը կազմված է առանձին 4.5…6.0մ երկարությամբ սեկցիաներից, որոնք միամյանց միացված են կցաշուրթով: Խողովակի տաքացումը կատարվում է գոլորշով կամ էլեկտրականությամբ : Խողովակի վրա տեղադրված է ջերմամեկուսիչ:
Վուլկանացման խցիկի երկարությունն ընտրվում է՝ կախված պատրաստվող արտադրանքի տեսականուց և արտադրական մակերեսից: Վուլկանացման խցիկի երկարության մեծացումը թույլ է տալիս այլ հավասար պայմաններում մեծացնել մեկուսացման կամ թաղանթի վրադրման գծային արագությունը: Որոշ դեպքերում, երբ մեկուսացվում են փոքր մեխանիկական ամրություն ունեցող ջղերը, խողովակի երկարությունը փոքրացնում են (օրինակ, տեղակայման լարերի և ստուգման կաբելների ալյումինե կամ 0.75…1.5 մմ2-ից փոքր հատույթի պղնձե ջղերի մեկուսացման դեպքում):
Սովորաբար
վուլկանացումը կատարվում է գոլորշային միջավայրում ռետինե ծածկույթների համար կամ չոր
ազոտի մթնոլորտում ԿՊԷ ծածկույթի համար: 1.8…2.0 ՄՊա (18…20 մթն) ճնշման դեպքում օգտագործվող
տաքացված ջրային գոլորշու ջերմաստիճանը 200…210![]() է, 0.8-1.0 ՄՊա (8-10 մթն) ճնշման
դեպքում չոր ազոտի ջերմաստիճանը` 300…400
է, 0.8-1.0 ՄՊա (8-10 մթն) ճնշման
դեպքում չոր ազոտի ջերմաստիճանը` 300…400![]() է: Վուլկանացման համար ջրային
գոլորշու կիրառման դեպքում ձևավորվում է կոնդենսատ, որի հեռացումն իրականացվում է խցիկի
վերջում տեղադրված կոնդենսացիոն անոթի միջոցով: Կոնդենսատի հոսքի հեշտացման նպատակով
հորիզոնական ԱՎԿԳ-ի վրայի վուլկանացման խցիկն ունի ոչ մեծ թեքություն դեպի միջակայքային
փակաղակ, որն էլ նախատեսված է վուլկանացման խցիկից դեպի սառեցնող խցիկ գոլորշու և գազանման
ազոտի ազատ անցումը կանխելու համար: Ծածկույթապատված կաբելային արտադրանքները, անցնելով
խտացման միջադիր ունեցող միջակայքային փակաղակով, մտնում են սառեցնող խցիկ, որն ունի
գազանման ազոտի և ջրի միջև ճնշումների պահպանման սարքավորում: Սառեցվող խցիկում ջուրը
գտնվում է 0.5-0.7 ՄՊա (5-7 մթն) ճնշման տակ: Սառեցնող խցիկը վերջանում է ջրային փականով,
որի կառուցվածքը ցույց է տրված նկ. 2.6.3-ում:
է: Վուլկանացման համար ջրային
գոլորշու կիրառման դեպքում ձևավորվում է կոնդենսատ, որի հեռացումն իրականացվում է խցիկի
վերջում տեղադրված կոնդենսացիոն անոթի միջոցով: Կոնդենսատի հոսքի հեշտացման նպատակով
հորիզոնական ԱՎԿԳ-ի վրայի վուլկանացման խցիկն ունի ոչ մեծ թեքություն դեպի միջակայքային
փակաղակ, որն էլ նախատեսված է վուլկանացման խցիկից դեպի սառեցնող խցիկ գոլորշու և գազանման
ազոտի ազատ անցումը կանխելու համար: Ծածկույթապատված կաբելային արտադրանքները, անցնելով
խտացման միջադիր ունեցող միջակայքային փակաղակով, մտնում են սառեցնող խցիկ, որն ունի
գազանման ազոտի և ջրի միջև ճնշումների պահպանման սարքավորում: Սառեցվող խցիկում ջուրը
գտնվում է 0.5-0.7 ՄՊա (5-7 մթն) ճնշման տակ: Սառեցնող խցիկը վերջանում է ջրային փականով,
որի կառուցվածքը ցույց է տրված նկ. 2.6.3-ում:
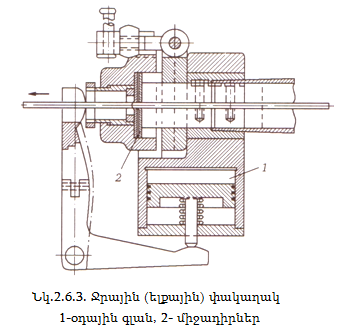
Փակաղակի իրանին հոդակապային հեղույսներով ամրացվում է ագուցային մանեկը, երեք ռետինե օղակաձև միջադիրը, մեկ պողպատե դիաֆրագման և սեղմող ներկառուցված օղակով ականոցը: Ականոցը ճնշում է պողպատե դիաֆրագմայի վրա և ապահովում է ռետինե միջադիրի խտացումը: Սեղմող ականոցի վրա ճնշումն իրականացվում է ծնկաձև լծակի միջոցով, որը կապված է պնևմատիկ գլանի (1) հետ, որում օդի ճնշումը հավասար է 0.5-0.6 ՄՊա (5-6 մթն): Աշխատանքային վիճակում ռետինե միջադիրները գրկում են ծածկույթով պատված կաբելային արտադրանքը՝ սահմանափակելով ջրի հոսքը: Լարի վրա հաստացման առկայության դեպքում դրանք անցնում են զսպանակող միջադիրների միջով, արտամղելով ականոցը: Քանի որ խտացնող միջադիրների փոխարինման ժամանակ ելքային փակաղակի իրանը տեղաշարժվում է, օդի մուտքը պնևմատիկ գլան իրականացվում է ճկուն խողովակով: Ջրային փակաղակից դուրս գալուց հետո կաբելային արտադրանքը ճկում է շրջադարձային հոլովակը և մուտք է գործում ջրով լցված ջրահեռացման ակոսի մեջ, որը բաժանված է մի քանի սեկցիաների: Մեկուսացման կամ թաղանթի սառեցման ինտենսիվությունն ակոսում կարգավորվում է սեկցիաների և ստացվող ջրի քանակով: Անվային կամ թրթուրային տիպի քարշային սարքն ապահովում է վուլկանացման գծի միջով կաբելային արտադրանքի հաստատուն գծային արագությունը: Օդով փչումը նախատեսված է լարի մակերեսից խոնավության հեռացման համար: Փչման սարքը իրենից ներկայացնում է երկաթե պատյան, որի ներքին խողովակը ելքում ունի լարի շարժմանը հանդիպակաց ուղղված անցքեր: Այդ խողովակ է մտնում 0.3-0.5 ՄՊա (3-5մթն) ճնշմամբ օդ, որը դուրս գալով խողովակի անցքերից, հեռացնում է կաբելային արտադրանքի վրայի ջուրը: Հարկավոր է հաշվի առնել, որ չոր փորձարկման ապարատի միջով խոնավ մակերեսով մալուխային արտադրանքի անցումը անթույլատրելի է անվտանգության տեխնիկայի պայմաններով: Բացի այդ, չոր փորձարկման ապարատի (ՉՓԱ) ցուցմունքը այս դեպքում կարող են աղավաղվել:
ՉՓԱ կամ չոր փորձարկման բարձորակ ապարատը (ՉՓԲԱ) ապահովում են մինչև 20կՎ լարում կերպափոխիչի միջոցով: Փորձարկվող կաբելային արտադրանքի հոսանքատար ջղի վերջույթները հողնացվում են տվիչ և ընդունիչ սարքերում: Ծածկույթի ծակման դեպքում, խափանման մասում աշխատեցնում են ռելեն, որը միացնում է ազդանշանային լույսը: Ապարատը նաև հագեցված է ծակման քանակի հաշվիչով, որը միջակայքային կերպափոխիչի և ուղղիչի միջոցով միացված է ռելեի ազդանշանային շղթային: Հսկման հարմարության համար ագրեգատի ընդունիչի վրա տեղադրված են ծակերի քանակի փոխարկիչով երկու հաշվիչ, որոնք ընդունիչ թմբուկների փոխանցման համակարգի հետ միացված են երկակի ընդունիչ սարքով: Դա հնարավորություն է տալիս վերահսկել մեկուսացման որակը և որոշել յուրաքանչյուր թմբուկի վրա էլեկտրական ծակումների քանակը: ՉՓԱ-ի բարձրավոլտ էլեկտրոդը ըստ տեխնիկական անվտանգության, տեղակայում են այնքան բարձր, որպեսզի բացառվի սպասարկող անձնակազմի հետ շփումը:
Երկակի տիպի ընդունիչ սարքը թույլ է տալիս ծածկույթով պատված արտադրանքը մեկ լիքը թմբուկից տեղափոխել մեկ ուրիշի վրա (չլցված), առանց ԱՎԿԳ-ի կանգի: ԱՎԿԳ-ի հաղորդակը սովորաբար իրականացվում է հաստատուն հոսանքի էլեկտրաշարժիչի օգնությամբ և ունի թիրիստորային կառավարում:
Եթե ծածկույթով կաբելի սրտիկը կամ հոսանքատար ջիղն ունի բավականին մեծ մակերեսային տրամագիծ, ապա հորիզոնական վուլկանացման խցիկում կաբելային արտադրանքի կախվածքի հետևանքով սեփական քաշի արդյունում, ծածկույթի մակերեսին ձևավորվում են երկայնական դեֆեկտներ` այսպես կոչված «շրջահոսիչ»: Բացի այդ, հնարավոր է պատված ծածկույթի ապակենտրոնություն: Ուստի մեծ տրամագծով կաբելային արտադրանքի վրա վուլկանացման ծածկույթների պատման համար օգտագործում են թեք և ուղղահայաց ԱՎԿԳ-եր:
Թեք ԱՎԿԳ-ն ունի վուլկանացման խցիկ, որի ձևը համապատասխանում է սեփական կշռի տակ կաբելային արտադրանքի կախման ձևի հետ (նկ.2.6.3):
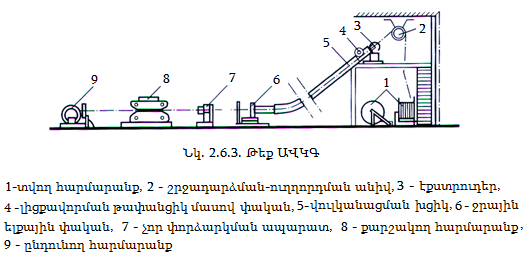
Ճկվածքի նետը և գծային շղթայի ձևը (նկ.2.6.4) հաշվարկվում են թեք ԱՎԿԳ-ի վրա արտադրվող առավելագույն տրամագծով կամ մաքսիմալ կտրվածքի հոսանքատար ջղով կաբելի կշռով:
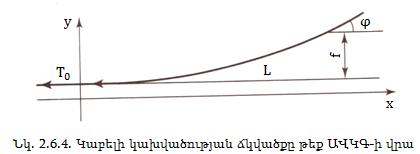
Կաբելի կախվածքի ճկվածքը f էքստրուդերի գլխիկից մինչև մակարդակի հսկման սարքը` վուլկանացման միջավայր–ջուր կարող է որոշվել հետևյալ արտահայտությամբ `
![]()
որտեղ` ![]() -ն էքստրուզիոն գլխիկի թեքման անկյունն
է,
-ն էքստրուզիոն գլխիկի թեքման անկյունն
է, ![]() -ն
թույլատրելի ձգման ուժն է, P-ն կաբելի միավոր երկարության մալուխի կշիռն
է, L-ը շղթայական գծի երկարությունն է (հորիզոնական մակարդակ), էքստրուդերի գլխիկից
մինչև սառեցնող ջրի մակարդակի հսկումը:
-ն
թույլատրելի ձգման ուժն է, P-ն կաբելի միավոր երկարության մալուխի կշիռն
է, L-ը շղթայական գծի երկարությունն է (հորիզոնական մակարդակ), էքստրուդերի գլխիկից
մինչև սառեցնող ջրի մակարդակի հսկումը:
Թեք և հորիզոնական ԱՎԿԳ-երի տիպային սխեմաները սկզբունքորեն չեն տարբերվում իրարից:
Ուղղահայաց ԱՎԿԳ (նկ.2.6.5): Վուլկանացման խցիկը տեղակայված է ուղղահայաց դիրքով, ինչը ծածկույթի մակերեսին բացառում է ինչպես դեֆեկտների ձևավորումը, այնպես էլ նրա էքսցենտրիկությունը:
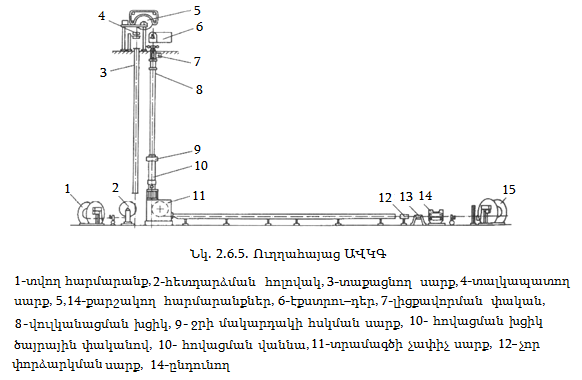
Ուղղահայաց ԱՎԿԳ-երը տեղադրվում են մինչև 85մ բարձրությամբ աշտարակների վրա, ինչը պահանջում է բավականին մեծ կապիտալ ծախսեր, ուստի և դրանք օգտագործվում են միայն այն ժամանակ, երբ առանց դրանց հնարավոր չէ պատրաստել որակյալ կաբելային արտադրանքներ (օրինակ 500կՎ լարմամբ ԿՊԷ մեկուսիչով ուժային կաբելներ):
2.6.2. Սիլիցիումօրգանական ծածկույթների էքստրուզիան կաբելային արտադրությունում
![]()
Սիլիցիումօրգանական
(ՍՕ) կաուչուկների հիմքով ռետիներն ի շնորհիվ Si-O և Si-C կապերի, շահագործվում են-60…![]() ջերմաստիճանային տիրույթում,
իսկ երկարատև՝ 180
ջերմաստիճանային տիրույթում,
իսկ երկարատև՝ 180![]() :
Քանի որ սիլիցիումօրգանական ռետինները կաբելային գործարաններին մատակարարվում են պատրաստի
վիճակում, ապա կաբելային շինվածքների արտադրությունը բավականին պարզանում է: Այդ ռետիններն
առանց նախապատրաստման տրվում են ծածկույթների վրադրման համար: Սրանց ամենակարևոր առավելությունն
այն է, որ վուլկանացումը կատարվում է օդային միջավայրում: Վերջինը հնարավորություն
է տալիս վրադրման և վուլկանացման համար օգտագործել ավելի հասարակ հոսքագծեր:
:
Քանի որ սիլիցիումօրգանական ռետինները կաբելային գործարաններին մատակարարվում են պատրաստի
վիճակում, ապա կաբելային շինվածքների արտադրությունը բավականին պարզանում է: Այդ ռետիններն
առանց նախապատրաստման տրվում են ծածկույթների վրադրման համար: Սրանց ամենակարևոր առավելությունն
այն է, որ վուլկանացումը կատարվում է օդային միջավայրում: Վերջինը հնարավորություն
է տալիս վրադրման և վուլկանացման համար օգտագործել ավելի հասարակ հոսքագծեր:
Դրանք կոչվել են կիսաավտոմատ գծեր (ԿԱԳ): ԿԱԳ-ի տիպային սխեման բերված է նկ.2.6.7-ում:
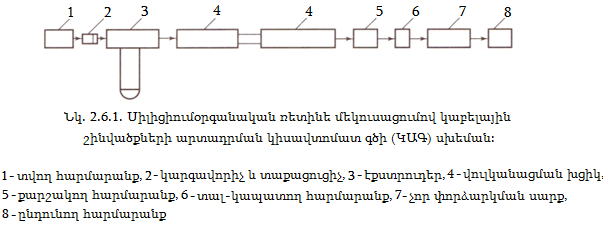
Այսպիսի
երկու հոսքագիծ մշակվել է Երևանի կաբելային ԳՀԻ 0,75...10,0մմ2 և
4,0...120մմ2 հատույթի երկշերտ մեկուսացումով ելուստային հաղորդալարի արտադրության
համար: Այս գծերը տարբերվում են տվող և ընդունող սարքերով, ինչպես նաև էքստրուդերներով:
Մինչև ռետինների փոխանցումն էքստրուդերներին, դրանք ենթարկվում են գրտնակներով գլանման
և տաքացվում են մինչև 20...35![]() էքստրուդերների
աշխատանքի լավացման համար: Սիլիցիումօրգանական ռետիննե երկշերտ մեկուսացման վրադրումը
կատարվում է այդ գծերի վրա: Տվող հարմարանքից հոսանքատար ջիղը մտնում է կարգավորիչ
և տաքացուցիչ սարքեր, այնուհետև զույգված էքստրուդերների գլխիկ, որտեղ կատարվում է
մեկուսացման և թաղանթի վրադրումը: Էքստրուդերների գլխիկից մեկուսացված հաղորդալարը
մտնում է վուլկանացման խցիկներ, քարշակող և տալկապատող հարմարանքներ, չոր փորձարկման
սարք և տեղափոխվում ընդունող հարմարանք:
էքստրուդերների
աշխատանքի լավացման համար: Սիլիցիումօրգանական ռետիննե երկշերտ մեկուսացման վրադրումը
կատարվում է այդ գծերի վրա: Տվող հարմարանքից հոսանքատար ջիղը մտնում է կարգավորիչ
և տաքացուցիչ սարքեր, այնուհետև զույգված էքստրուդերների գլխիկ, որտեղ կատարվում է
մեկուսացման և թաղանթի վրադրումը: Էքստրուդերների գլխիկից մեկուսացված հաղորդալարը
մտնում է վուլկանացման խցիկներ, քարշակող և տալկապատող հարմարանքներ, չոր փորձարկման
սարք և տեղափոխվում ընդունող հարմարանք:
ԿԱԳ-ն պետք է կահավորված լինի երկու տիպի և' թմբուկային, և' անընդհատ ձևի կաժափաթաթող ընդունող հարմարանքներով:
Բարձր հատույթի հաղորդալարի վրադրման իրականացման դեպքում ԿԱԳ-ն վուլկանացման խցիկներից հետո պետք է կահավորված լինի նաև ջրային սառեցման վաննայով և տաք օդով չորացման սարքով, որի միջոցով մեկուսացման մակերևույթից հեռացվում են ջրի կաթիլները: Բարձր հատույթի հաղորդալարի համար նախատեսված ԿԱԳ-ի մի շարք հարմարանքներ տարբերվում են փոքր 0,75...10,0մմ2 հատույթի հաղորդալարերի համար նախատեսված ԿԱԳ-ի նմանատիպ հարմարանքներից հիմնականում գաբարիտային չափերով (տվող, ընդունող) և բնույթով (ջղի կարգավորիչ և տաքացուցիչ):
2.7. Կաբելների մետաղական պատյանների և պաշտպանիչ ծածկույթների վրադրում
Կաբելային նախաշինվածք-միջուկների վրա բավականին հաճախ վրադրվում են մետաղական պատյաններ և ծածկույթներ: Այդ շարքին են դասվում ուժային և կապի կաբելների մի շարք տեսակներ (մայրուղային, գոտիային, օպտիկական, ռադիոհաճախային համակենտրոն և սիմետրիկ):
Մետաղական պատյանները հիմնականում կաբելների վրա տեղակայվում է այն դեպքերում, երբ անհրաժեստ է մեկուսացման պաշտպանությունը խոնավության, ագրեսիվ հեղուկների և գազերի ազդեցությունից, ինչպես նաև մեխանիկական ազդակներից: Հեռուստահաղորդակցության համար նախատեսված մի շարք կաբելներում մետաղական պատյանները կատարում են էլեկտրամագնիսական ազդեցություններից պաշտպանման ֆունկցիա: Կաբելային միջուկների վրա մետաղական պատյանները տեղակայվում են մամլման և եռակցման եղանակներով:
Պատյանի մամլումը կատարվում է մետաղի հալույթի արտամղմամբ օղակաձև բացակով, որում անընդհատ շարժվում է կաբելային միջուկը և վրադրվում է խողովակի տեսքի ծածկույթ: Մամլմամբ ապահովվում է բարձր հերմետիկությամբ և պլաստիկությամբ օժտված պատյանի ստացումը:
Կապարից և նրա համաձուլվածքներից պատյանները վրադրվում են հիդրավլիկ մամլման եղանակով կամ անընդհատ գործողության մեխանիկական մամլմամբ. այդ դեպքում մետաղի հալույթի տեղափոխումը կատարվում է պտտվող որդնյակի օգնությամբ:
Հիդրավլիկ մամլման գորձընթացը տեղի է ունենում պարբերաբար ընդատումներով, այսինքն՝ ցիկլերով: Ցիկլայնությունը որոշվում է մետաղի զանգվածով, որը լցվում է բեռնարկղ: Հիդրավլիկ մամլիչի սխեման բերված է նկ. 2.7.1-ում:
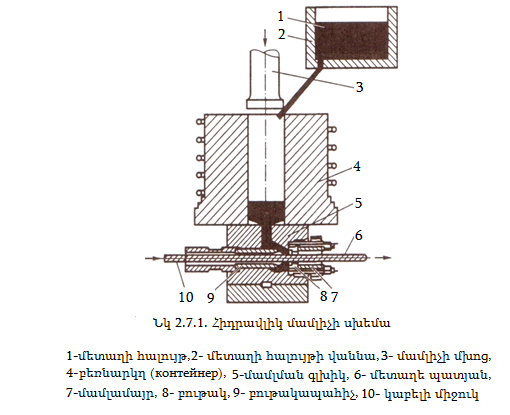
Բեռնարկղում կապարը, նրա համաձուլվածքը կամ ալյումինը հովացվում և բյուրեղացվում է, մխոցի և մամլիչի միջոցով արտամղվում է բութակի և մամլամայրի միջև ստեղծված օղակաձև բացակ, արդյունքում կաբելի միջուկի գծային շարժման շնորհիվ նրա վրա ստեղծվում է մետաղե պատյան: Մխոցը և մամլիչը շարժաբերվում են հիդրավլիկ պոմպերի միջոցով՝ առաջացնելով ջրի մինչև 40ՄՊա ճնշում:
Բեռնարկղում տեղավորվող մետաղի քանակի արտամղումն ավարտվելու դեպքում մխոցը վերադառնում է իր նախկին դիրքին և գործընթացը դադարեցվում է, որը այս գործընթացի հիմնական թերությունն է, սակայն մեթոդը 100 և ավելի տարի և այժմ օգտագործվում է կաբելային ու այլ արտադրություններում:
Սակայն այդ մամլիչներին փոխարինելու են եկել անընդհատ գործողության որդնյակային մամլիչները (նկ.1.7.2), որոնց օգտագործումը կտրուկ բարձրացնում է արտադրողականությունը:
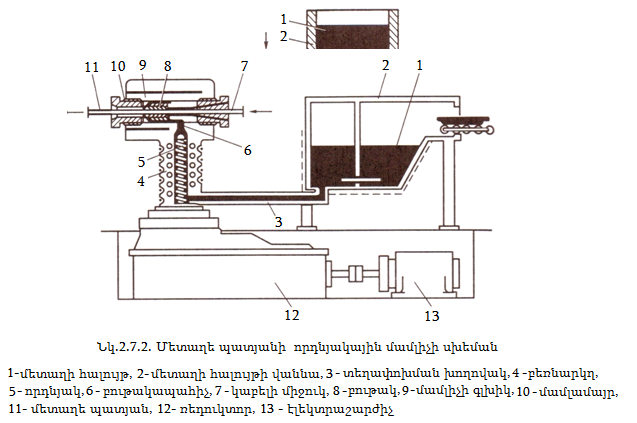
Անընդհատ գործողության որդնյակային
մամլիչների աշխատանքի սկզբունքը հետևյալն է` 380...420![]() ջերմաստիճանի հալված կապարը վաննայից
մտնում է բեռնարկղ: Բեռնարկղում տեղադրված որդնյակով հալված կապարը, հաջորդաբար տեղափոխվելով,
բյուրեղացվում է և տրվում մամլիչի գլխիկին, որում առաջանում է պատյանը: Մինչ գործընթացի
թողարկումը մամլիչի գլխիկը տաքացվում է մինչև 295…305
ջերմաստիճանի հալված կապարը վաննայից
մտնում է բեռնարկղ: Բեռնարկղում տեղադրված որդնյակով հալված կապարը, հաջորդաբար տեղափոխվելով,
բյուրեղացվում է և տրվում մամլիչի գլխիկին, որում առաջանում է պատյանը: Մինչ գործընթացի
թողարկումը մամլիչի գլխիկը տաքացվում է մինչև 295…305![]() ջերմաստիճանը:
ջերմաստիճանը:
Կապարի համաձուլվածքից պատյանի վրադրումը պահանջում է պահպանել մամլման խստագույն պայմաններ, որը հանգեցնում է այդ գործընթացի արտադրողականության իջեցման: Որդնյակային մամլիչներով հնարավոր է 8...115մմ տրամագծով կաբելային նախաշինվածք-միջուկների վրա պատյանի վրադրումը:
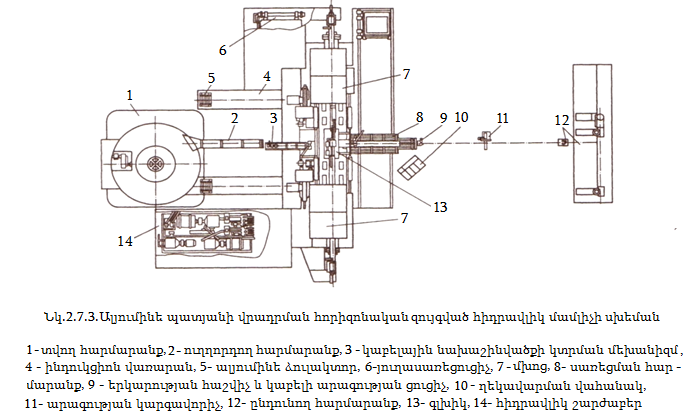
Կաբելային նախաշինվածք-միջուկների
վրա ալյումինից պատյանի վրադրումը կատարվում է հիդրավլիկ մամլիչով: Նախօրոք
450…500![]() տաքացված
ալյումինը հիդրավլիկ զույգված մամլիչների աշխատանքային գլաններով արտամղվում է կաբելային
նախաշինվածքի վրա (նկ. 2.7.3):
տաքացված
ալյումինը հիդրավլիկ զույգված մամլիչների աշխատանքային գլաններով արտամղվում է կաբելային
նախաշինվածքի վրա (նկ. 2.7.3):
Այս եղանակով կաբելների մետաղական պատյանների վրադրումը կատարվում է ցիկլերով, պատյանն ունենում է անհավասարաչափ հաստություններ և փոքրանում է կաբելի շինարարական երկարությունը:
Այդ պատճառով շատ դեպքերում կաբելի պատյանը պատրաստվում է ժապավենից, վրադրումից հետո կատարվում է նրա ծայրերի եռակցում: Այսպիսի եռակցված պատյանները կարող են լինել ալյումինից, պողպատից և պղնձից: Եռակցման համար օգտագործվում է երկու եղանակ` աղեղային և բարձրահաճախային: Արգոնաաղեղային եռակցման հարմարաքնի սխեման բերված է նկ. 2.7.4-ում:
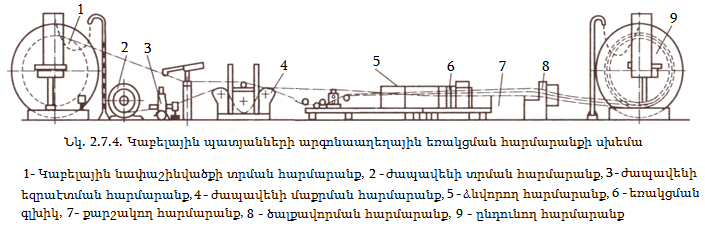
Աղեղային եռակցումը կատարվում է իներտ գազերի միջավայրում, հիմնականում արգոնի կամ արգոնի ու հելիումի խառնուրդի միջավայրում: Այսպիսի եռակցումը ապահովում է կարատեղի անհրաժեշտ ամրությունը:
Կաբելային էմալապատման տեխնոլոգիան մետաղալարի մակերևույթի պատումն է հեղուկ լաքով և նրա հետագա ջերմամշակումը: Վերջինիս շնորհիվ մետաղալարի մակերևույթի վրա առաջանում է մեկուսիչ շերտ կամ ծածկույթ: Ստացված լաքածածկույթի կամ էմալապատված մետաղալարի որակը կախված է օգտագործվող լաքի ֆիզիկաքիմիական հատկություններից և էմալապատվող մետաղալարի մակերևույթի որակից, ինչպես նաև լաքապատման և ջերմամշակման կանոնակարգի ճշգրիտ պահպանումից: Մետաղալարի էմալապատումը կատարվում է տարբեր մեթոդներով: Ամենահին եղանակը ընկղմումով լաքապատումն է (նկ.2.8.1), որը փաստորեն արդեն չի կիրառվում կաբելային արտադրությունում:
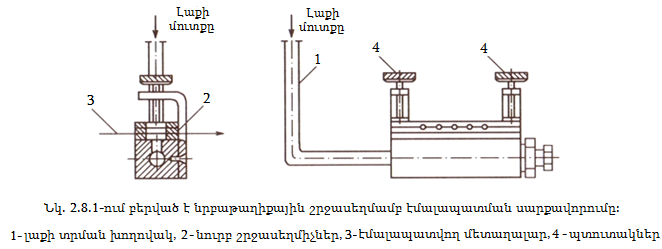
Նրբաթաղիքե ու թավշակաշվե շրջասեղմիչներով էմալապատման ժամանակ մետաղալարի մակերևույթը պատվում է լաքով պտտվող գլանիկով կամ մետաղալարն անցկացնելով լաքի միջով: Նրբաթաղիքային և թավշեկաշվե շրջասեղմիչները կատարում են տրամաչափի դեր և հեռացնում են մետաղալարի մակերևույթից լաքի ավելորդ մասերը:
Թեպետ այս մեթոդի կիրառման ժամանակ մեծ տրամագծի մետաղալարերի էմալ ծածկույթի հաստությունների համաչափությունը լավ չի պահպանված, սակայն այս մեթոդը լայն կիրառություն ունի հորիզոնական էմալ-ագրեգատներում:
Հորիզոնական էմալ-ագրեգատներում լայն տարածում ունի հոլովակային տրամաչափների օգնությամբ լաքի պատման եղանակը, որոնց կառուցվածքը և գործողության սկզբունքները բերված են նկ.2.8.2-ում:
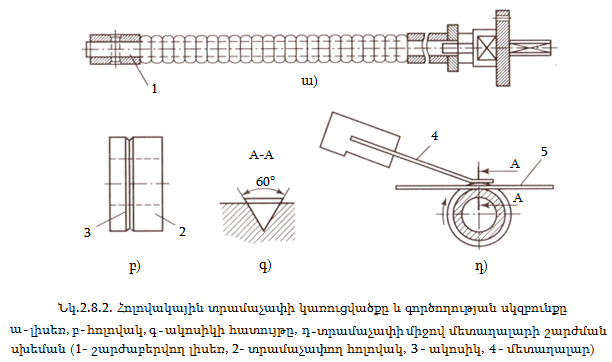
Այդ հոլովակներն ունեն եռանկյունաձև տրամաչափարկիչ ակոսներ, որոնք վերևից փակվում են հարթ զսպանակով: Ակոսների քանակը հոլովակի վրա հավասար է հաղորդալարի լաքի միջով անցումների քանակին, իսկ հոլովակների քանակը` միաժամանակ էմալապատման մետաղալարի քանակին:
Հոլովակների գծային արագությունը էմալապատվող մետաղալարի գծային արագությունից փոքր է, որով ապահովվում է բարձր որակի էմալապատումը:
ՈՒղղահայաց էմալ-ագրեգատներում լայնորեն տարածված է քանդովի տրամաչափերով էմալապատման եղանակը: Քանդովի տրամաչափը բաղկացած է մետաղական շրջանակից, որում տեղադրվում է կարծր համաձուլվածքից տրամաչափիչ անցքով ներդիր (նկ.2.8.3): Այս եղանակի դեպքում լաքի ավելցուկները մետաղալարի մակերևույթից հեռացվում են քանդովի տրամաչափերի միջոցով:
Կարծր համաձուլվածքից տրամաչափի անցքերը ենթարկվում են հղկման և հասցվում են անհրաժեշտ չափերի: Տրամաչափերի անցքերը լինում են կլոր և ուղղանկյուն կառուցվածքի էմալապատ հաղորդալարի արտադրությանը համապատասխան:
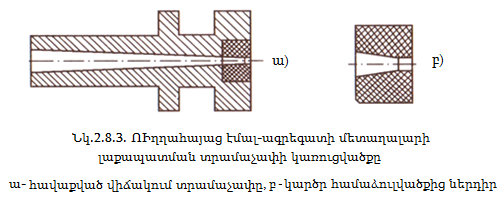
ՈԻղղանկյուն հատույթի էմալապատված հաղորդալարերի արտադրության համար օգտագործվում են երկու կառուցվածքի տրամաչափեր` քանդովի և ոչ քանդովի:
Վերոհիշյալ եղանակների դեպքում մետաղալարը անցնելով լաքապատման վաննայի միջով՝ վաննայի ելքում դրված է համապատասխան տրամաչափ, որը կարգավորում է էմալ լաքի հաստությունը մետաղալարի վրա: Սովորաբար մետաղալարը կատարում է մի քանի անցում լաքի վաննայով և տրամաչափերով: Յուրաքանչյուր անցման ժամանակ լարը վերցնելով լաքային շերտ, մտնում է ջերմամշակման վառարան և այդպես հասցվում է էմալ շերտի հաստությունը անհրաժեշտ չափի: Կախված էմալապատվող կլոր մետաղալարի չափսերից՝ անցումների քանակը փոփոխվում է: Հաղորդալարը լուծված պոլիմերից, էմալապատման ժամանակ նրա հաղորդալարի մեկուսիչ շերտի հաստությունը կախված է վաննայով անցումների քանակից, էմալապատման արագությունից և լաքի մածուցիկության մեծությունից:
Բավականին հեռանկարային եղանակ է համարվում էմալապատումն առանց լուծիչների օգտագործման: Մետաղալարի վրա ծածկույթը վրադրվում է պոլիմերի հալույթից, որը տաքացված վիճակում ունի փոքր մածուցիկություն: Ծածկույթի ավելորդ մասերը հեռացվում են մետաղական տրամաչափերի օգնությամբ: Արդյունքում առանց լուծիչների օգտագործման էմալապատումը լավացնում է հիգենիկ պայմաններն արտադրամասում, իջեցնում է հրդեհաանվտանգությունը, բացառում է արտաքին միջավայրի աղտոտումը և տնտեսապես ավելի շահավետ է դարձնում էմալապատման տեխնոլոգիական գործընթացը կաբելային արտադրությունում:
Էմալի հաստության միաչափությունը կարևոր գործոն է. դրանով որոշվում են էմալապատված հաղորդալարի էլեկտրական և մեխանիկական պարամետրերը: Տեխնոլոգիական ռեժիմների ճիշտ ընտրությունից և կիրառումից է կախված հաղորդալարի մեկուսացման բարձր որակը:
Յուրաքանչյուր անցման ժամանակ էմալ շերտի հաստությամբ է որոշվում հեղուկ կամ հալված պոլիմերից պինդ ժապավենի փոխակերպման ֆիզիկաքիմիական գործընթացների արագությունը: Կախված էմալապատման լաքերի բնույթից՝ այդ արագության մեծությունները բավականին տարբերվում են:
Յուրաքանչյուր
անցման դեպքում ժապավենաառաջացման անհրաժեշտ ![]() ժամանակի և ժապավենի
ժամանակի և ժապավենի ![]() հաստության
հարաբերությունը շատ դեպքերում որոշվում է փորձնական տվյալների հիմքով հետևյալ էմպիրիկ
հավասարմամբ.
հաստության
հարաբերությունը շատ դեպքերում որոշվում է փորձնական տվյալների հիմքով հետևյալ էմպիրիկ
հավասարմամբ.
![]()
որտեղ A և B-ն հաստատուն գործակիցներ են և կախված են լաքի տեսակից:
Նույնիսկ նույնատիպ լաքի բաղադրության փոփոխությունը կարող է հանգեցնել A և B - գործակիցների փոփոխությանը, հետևապես տրամաչափերով լարի անցումների քանակի ճշգրտմանը:
Էմալապատման թույլատրելի արագությունը` մ/ր, կարելի է ներկայացնել հետևյալ արտահայտությամբ.
![]()
Որտեղ H -ը էմալապատման վառարանի բարձրությունն է, մ: (2.8.2)-ից բխում է, որ էմալապատման թույլատրելի արագությունը մեծապես կախված է յուրաքանչյուր անցման էլեմենտար ծածկույթի հաստությունից, ինչպես նաև լուծիչի գոլորշիացման և ժապավենաառաջացման ռեակցիայի արագություններից, որոնք հաշվի են առնվում համապատասխան А և B գործակիցներով:
Հաշվի առնելով,
որ ընդհանուր մեկուսացման երկկողմանի հաստությունը ![]() , սովորաբար տեխնիկական պայմաններում
նշանակվում է ինչպես D-d (D-էմալապատված հաղորդալարի տրամագիծն է, իսկ d- մետաղալարի
տրամագիծը) և կախված է անցումների քանակից, հետևապես (2.8.2) բանաձևը կարելի է ձևափոխել
բերել հետևյալ տեսքի.
, սովորաբար տեխնիկական պայմաններում
նշանակվում է ինչպես D-d (D-էմալապատված հաղորդալարի տրամագիծն է, իսկ d- մետաղալարի
տրամագիծը) և կախված է անցումների քանակից, հետևապես (2.8.2) բանաձևը կարելի է ձևափոխել
բերել հետևյալ տեսքի.
![]()
Գլանային տրամաչափի համար լաքի հեղուկ ժապավենի հաստությունը հավասար է մետաղալարի և տրամաչափի միջև բացակի կեսին, որը ճիշտ կարելի է ընդունել նաև եռանկյունաձև հատույթ ունեցող ակոսիկներով տրամաչափերի համար:
Այդ դեպքում
եռանկյունաձև տրամաչափերի հատույթի մակերեսը ![]() պետք է հավասարեցվի գլանային տրամաչափի
(Dգ) համապատասխան մակերեսին.
պետք է հավասարեցվի գլանային տրամաչափի
(Dգ) համապատասխան մակերեսին.

որտեղ n-ը և h -ը հոլովակային տրամաչափի եռանկյան հիմքը և բարձրությունն են:
Այստեղից

![]()
Ելնելով
վերոհիշյալ բանաձևերից՝ գլանային տրամաչափի համար հեղուկ ժապավենի հաստությունը կլինի
![]() իսկ էմալի
ժապավենինը`
իսկ էմալի
ժապավենինը`![]() , որտեղ
P-ն որոշվում է լաքի բնույթով, նրա չոր մնացորդով և օդային ներառումների առկայությամբ:
, որտեղ
P-ն որոշվում է լաքի բնույթով, նրա չոր մնացորդով և օդային ներառումների առկայությամբ:
Այսպիսով, կարելի է որոշել լաքով յուրաքանչյուր անցման ժամանակ մետաղալարի ծածկույթի հաստությունը և ընդհանուր էմալ մեկուսացման հաստությունը i քանակի անցումների դեպքում:
Մետաղալարի էմալապատման տեխնոլոգիական գործնթացի արտադրողականությունը և արտադրվող էմալապատ հաղորդալարի որակը հիմնականում որոշվում են էմալ-վառարանի ջերմային ռեժիմներով, որոնք կատարվում են ուղղահայաց և հորիզոնական էմալ-վառարաններում:
ՈՒղղահայաց էմալ- վառարանի սխեման բերված է նկ.2.8.4-ում: Վառարանի խուցն ունի երկու գոտի. առաջին գոտին լարի
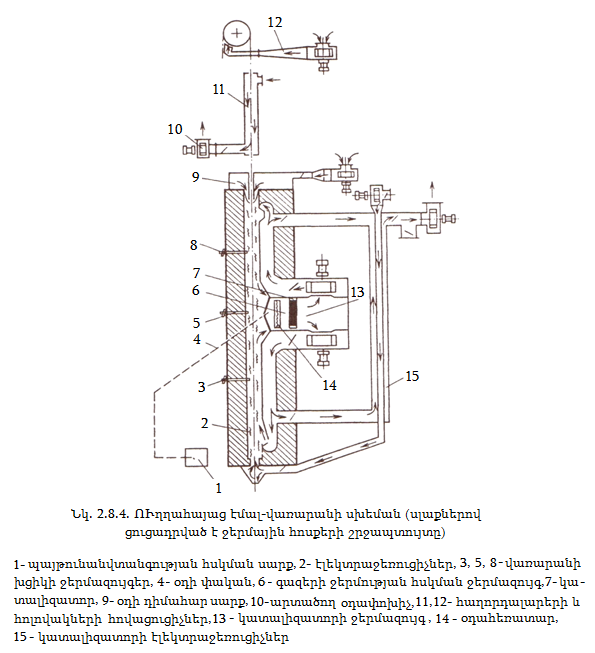
մուտքից մինչև վառարանում առաջացող գազերի հեռացման սարքավորման մակարդակի միջև եղած հեռավորությունն է, իսկ երկրորդը գազերի հեռացման սարքի մակարդակից մինչև հաղորդալարի ելքը վառարանից: Առաջին գոտում տեղի է ունենում լուծիչի գոլորշիացումը, իսկ երկրորդում՝ ժապավենի առաջացման ավարտը: Վառարանն անպայման իր կառուցվածքում ունենում է լուծիչի գազերի և օդի խառնուրդի արտածող սարքավորում: Այդ խառնուրդներն ուղղվում են դեպի կատալիտիկ էլեմենտները, որոնցով կատարվում է դրանց արագ այրումը: Յուրաքանչյուր գոտու ջերմաստիճանի կարգավորումը կատարվում է անկախ: Լաքի շերտով հաղորդալարի տաքացումը կատարվում է նաև հեռացվող գազերի այրումից առաջացող ջերմության շնորհիվ, քանի որ մասնակիորեն նրանք հետ են վերադարձվում դեպի վառարանի աշխատանքային գոտի, մյուս մասը՝ դեպի ծխատար:
Դեպի վառարան հետվերադարձվող այրված գազերի քանակը, ինչպես նաև թարմ օդի ներմուծումը դեպի վառարանի աշխատանքային գոտի, կատարվում է հատուկ փականի օգնությամբ:
Էմալ-վառարանի
տաքացումը կատարվում է խողովակային տաքացուցիչների միջոցով, որոնցում որպես էլեկտրական
տաքաց¬ման տարր օգտագործվում են նիքրոմե լարի գալարները: Նիքրոմե լարի գալարների թույլատրելի
ջերմաստիճանն է ![]() է:
է:
Հորիզոնական էմալ-վառարանի սխեման բերված է նկ.2.8.5-ում, նույնպես կահավորված է նույն տիպի բաղկացուցիչ մասերով, ինչպիսիք ունեն ուղղահայաց էմալ-վառարանները:
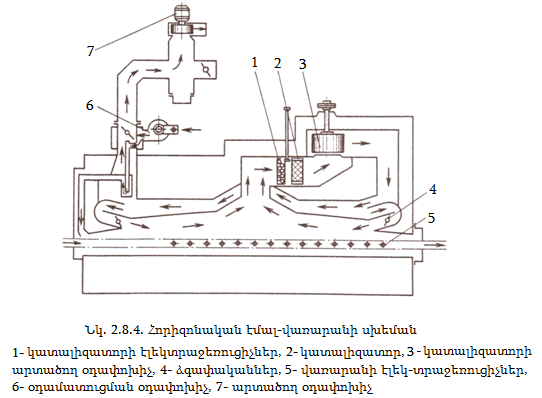
Երկու տիպի վառարաններն էլ բնութագրերի կարգավորման համար իրենց մեջ ներառում են նաև օդափոխիչ, որի պտույտները իրականացվում են հաստատուն հոսանքի շարժիչով:
Էմալ-ագրեգատների վառարաններում աշխատանքային ջերմաստիճանները տարբեր են, և ընտրվում են՝ ելնելով թե ինչ տիպի կամ ինչպիսի լաքով էմալապատված հաղորդալարեր պիտի պատրաստվեն: Այդ ջերմաստիճաններն ընտրվում են նաև՝ կախված էմալապատման լարերի տրամագծից:
Օրինակ, բազմաեթերային մեկուսացումով էմալապատ հաղորդալարերի պատրաստման համար կախված լաքի տրամագծից ուղղահայաց էմալ-վառարանի ներքևի գոտում ջերմաստիճանը պետք է լինի
270…330![]() , վերևի գոտում
450…520
, վերևի գոտում
450…520![]() , կատալիզատորում
450…590
, կատալիզատորում
450…590![]() տիրույթում, իսկ հորիզոնական էմալ-ագրեգատի վառարանում համապատասխանաբար`
290…330; 400…550 և 410…530
տիրույթում, իսկ հորիզոնական էմալ-ագրեգատի վառարանում համապատասխանաբար`
290…330; 400…550 և 410…530![]() տիրույթում:
տիրույթում:
Բոլոր տիպի էմալ-ագրեգատների կառուցվածքները կոմպլեկտավորում են հետևյալ անհրաժեշտ բաղադրիչ մասերից` մետաղալարի տրման և թրծաթողման հարմարանք, լաքի հանգույց, էմալ-վառարան, շրջադարձման հոլովակներ, քաշող օդափոխիչ, հովացնող օդատվիչ, ընդունող և քարշակող հարմարանքներ:
Արտադրվող էմալ լարերը ենթարկվում են այն բոլոր փորձարկումներին, որոնք տեխնոլոգիական գործընթացների ժամանակ կատարվում են լարերի որակի և շահագործման հատկությունների որոշման նպատակով:
Դրանք հետևյալներն են.
• Երկրաչափական չափերը և ֆիզիկամեխանիկական բնութագրերը,
• Էլաստիկության և ջերմային հարվածների կայունությունը,
• Էմալ մեկուսացման մեխանիկական ամրությունը,
• Էլեկտրական ծակման ամրությունը,
• Մեկուսացման կետային վնասվածքների քանակը:
Էմալապատված հաղորդալարերի փորձարկման մե
թոդները շարադրված են բարձրագույն տեխնիկական կրթության ուսանողների համար գրված ուսումնական ձեռնարկներում:
1. Григорян А.Г., Дикерман Д.Н., Пешков И.Б. /Технология прозводства кабелей и проводов ր տՐՌՎպվպվՌպՎ տսՈրՑՎՈրր Ռ ՐպջՌվ / ձփպովՏպ տՏրՏոՌպ Պսÿ ՉցջՏՉ.- ԾՈՔՌվՏրՑՐՏպվՌպ, 2011.- 368 ր.,Ռս.
2. ԸսՌպՉ Լ.Լ. ԽՈոպսՖվօպ ՌջՊպսՌÿ: հտՐՈՉՏփվՌՍ. М.: ИП РадиоСофт, 2010. –224 с., ил.
3. Է. Խ. Մարտիկյան Կաբելային տեխնիկայի հիմունքներ: Ուսումնական ձեռնարկ: ՀՊՃՀ. -Եր.; Ճարտարագետ, 2006.-108 էջ:
4. կպՔՍՏՉ Լ.ը., Թ.Ծ. խպՏվՏՉ, Լ.ը. ՀÿջՈվՏՉ. ԿրվՏՉօ ՍՈոպսՖվՏռ ՑպւվՌՍՌ: ձփպովՏպ տՏրՏոՌպ. – Ծ.: ԼՃ «ԸՍՈՊպ–ՎՌÿե. 2004. – 432 ր.
5. նսպՍՑՐՏՑպւվՌփպրՍՌռ րտՐՈՉՏփվՌՍ, Ձ.1./ կՏՊ Տոք. ՐպՊ. կՐՏՒպրրՏՐՏՉ ԾնԼ Թ. թ. թպՐՈրՌՎՏՉՈ Ռ ՊՐ. – 9-Տպ ՌջՊ., րՑպՐ. – Ծ.: ԼջՊՈ-ՑպսՖրՑՉՏ ԾնԼ, 2003. – 440 ր.: Ռս.
6. ըպսՏՐցրրՏՉ ծ.Լ. Ռ ՊՐ. նսպՍՑՐՌփպրՍՌպ ՍՈոպսՌ, տՐՏՉՏՊՈ Ռ ՔվցՐօ: հտՐՈՉՏփվՌՍ. Ծ.: նվպՐչՏՈՑՏՎՌջՊՈՑ, 1987. – 536 ր.
7. խՈՐՌվՈ ն.Ձ. հՌսՏՉօպ ՍՈոպսՌ Ռ ՍՈոպսՖվօպ սՌվՌՌ. Ծ: նվպՐչՏՈՑՏՎՌջՊՈՑ, 1984, 368 ր.
8. թՐՏՊվպՉ Լ.Լ. ԽՈոպսՌ րՉÿջՌ. Ծ.: ԼջՊ. «ՀՈՊՌՏ Ռ րՉÿջՖե, 1980, 270 ր.
9. Атабекян Л.Г., Маркосян М.М. Выводные провода для электрических машин. – М.: Энергия, 1978. – 120 с., ил.
10. ըպսՏՐցրրՏՉ ծ.Լ., թՐՏՊվպՉ Լ.Լ. ՀՈՊՌՏփՈրՑՏՑվօպ ՍՈոպսՌ. Ծ.: «նվպՐչՌÿե, 1973. 328ր. ր Ռս.
11. ԽՐՈվՌւՒպսՖՊ խ.Լ., ՀÿջՈվՏՉ Լ.ը. ՁպՏՐՌÿ, ՐՈրփպՑ Ռ ՍՏվրՑՐցՌՐՏՉՈվՌպ ՍՈոպսպռ Ռ տՐՏՉՏՊՏՉ. Ծ.: «ԹօրՔՈÿ ՔՍՏսՈե, 1972. 384 ր.
12. ըպսՏՐցրրՏՉ ծ.Լ. նսպՍՑՐՌփպրՍՌպ ՍՈոպսՌ Ռ տՐՏՉՏՊՈ. Ծ.: «նվպՐչՌÿե, 1971. 512 ր.
13. թՐՏՊվպՉ Լ.Լ., ՂՐՏսՏՉ կ.Ը. ԽՏՈՍրՌՈսՖվօպ ՍՈոպսՌ րՉÿջՌ. Ծ.: «հՉÿջՖե, 1970. 312 ր.
14. ըՐՈչՌվ հ.Ծ. նսպՍՑՐՌփպրՍՌռ Ռ ՑպտսՏՉՏռ ՐՈրփպՑ ՍՈոպսÿ. Ծ.: թՏրֆվպՐչՏՌջՊՈՑ, 1960. 328 ր.
ԼԻՊԱՐԻՏ ԳԱՐԵԳԻՆԻ ԱԹԱԲԵԿՅԱՆ
ԷԴՈՒԱՐԴ ԽԱՉԱՏՈՒՐԻ ՄԱՐՏԻԿՅԱՆ
ԱԻԴԱ ԵՐՎԱՆԴԻ ԿԻՐԱԿՈՍՅԱՆ
ԿԱԲԵԼԱՅԻՆ ՏԵԽՆԻԿԱՅԻ ՀԻՄՈՒՆՔՆԵՐ ԵՎ ԱՐՏԱԴՀՔԱՆ ՏԵԽՆՈԼՈԳԻԱ
ՈՒՍՈՒՄՆԱԿԱՆ ՁԵՌՆԱՐԿ
ЛИПАРИТ ГАРЕГИНОВИЧ АТАБЕКЯН
ЭДУАРД ХАЧАТУРОВИЧ МАРТИКЯН
АИДА ЕРВАНДОВНА КИРАКОСЯН
ОСНОВЫ КАБЕЛЬНОЙ ТЕХНИКИ И ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
УЧЕБНОЕ ПОСОБИЕ
Խմբագիր` Ն. Ա. Խաչատրյան